人们对组件功能日益增长的需求以及对高效制造工艺的需求使多组分注塑成型成为了塑料加工的核心 工艺。并非所有的材料都能通过理想的组合进行可靠的加工。可完全集成在注塑成型工艺中的 InMouldPlasma 新工艺有助于提高生产效率并为全新的材料组合铺平了道路。
人们对组件功能日益增长的需求以及对高效制造工艺的需求使多组分注塑成型成为了塑料加工的核心 工艺。并非所有的材料都能通过理想的组合进行可靠的加工。可完全集成在注塑成型工艺中的 InMouldPlasma 新工艺有助于提高生产效率并为全新的材料组合铺平了道路。
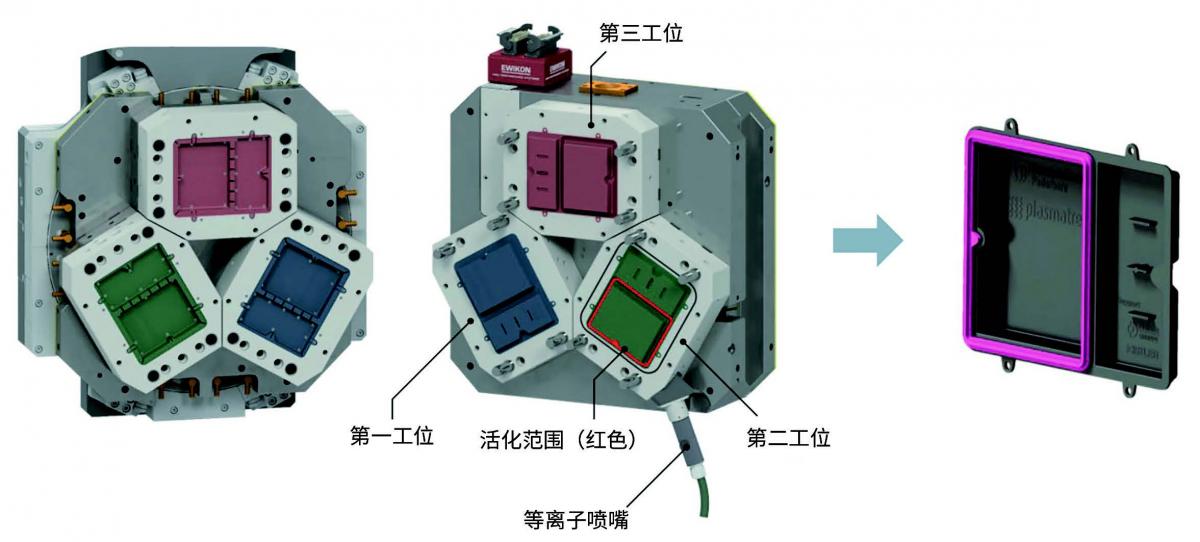
通过InMould plasma工艺生产插头盖的演示模具(©Kunststofftechnik Paderborn)
InMould-Plasma工艺是德国PlasmatreatGmbH公司和德国帕德博恩大学塑料技术学院(KTP)联合进行的一项研究项目的一部分。迄今为止,标准的等离子体工艺一直倾向于通过独立的步骤对塑料表面进行处理。新工艺以在常压(AP)下进行的传统等离子技术为基础,但却直接在注塑模具内执行活化步骤,并且是多组分注塑成型工艺的一部分。它不仅简化了制造工艺,而且使其更具成本效益。
表面的新属性
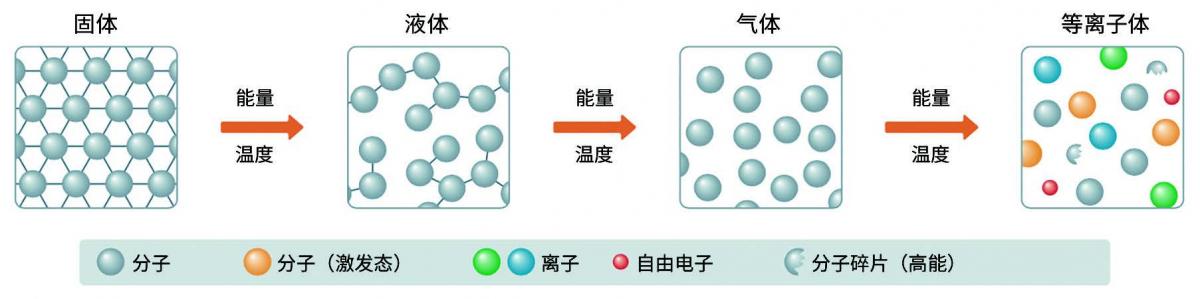
等离子体是通过将能量耦合到气体中产生的。气体中的原子释放电子,然后气体离子化并获得新的特性,例如电导率。因此,等离子体被视作物质的第四种形态(图1)。
等离子通过等离子体喷嘴在常压下连续产生。工艺气体(通常是无油的压缩空气)被送至一个放电区,电弧在该区域中通过高压放电产生。然后,气体转化为等离子体形态。当它从喷嘴出来时,弛缓的等离子体被束在一起形成电束。Plasmatreat公司生产的Openair-Plasma喷嘴也基于这一设计原理(图2)。
图2 Openair等离子发生器的结构(来源:Plasmatreat)
在传统的AP等离子体工艺中,等离子喷嘴通过与基材表面保持恒定的距离来确保均匀的表面活化。当等离子体与塑料表面接触时,等离子体中被激发的分子和离子具有足够的能量来破坏聚合物链原子之间的键,从而实现功能化。这些键通常是碳-碳或碳-氢类型的。
避免InMould-Plasma与大气氧发生反应
所产生的自由基与等离子体中被激发的分子和离子或与周围空气中的分子发生反应,从而提升处理过的表面的表面能和极性并改善处理过的塑料的润湿性。
在AP等离子体处理期间,等离子体与空气接触引起重组反应,导致等离子体中被激发的分子数量减少并导致能量损失。因此,等离子体的寿命相对较短。
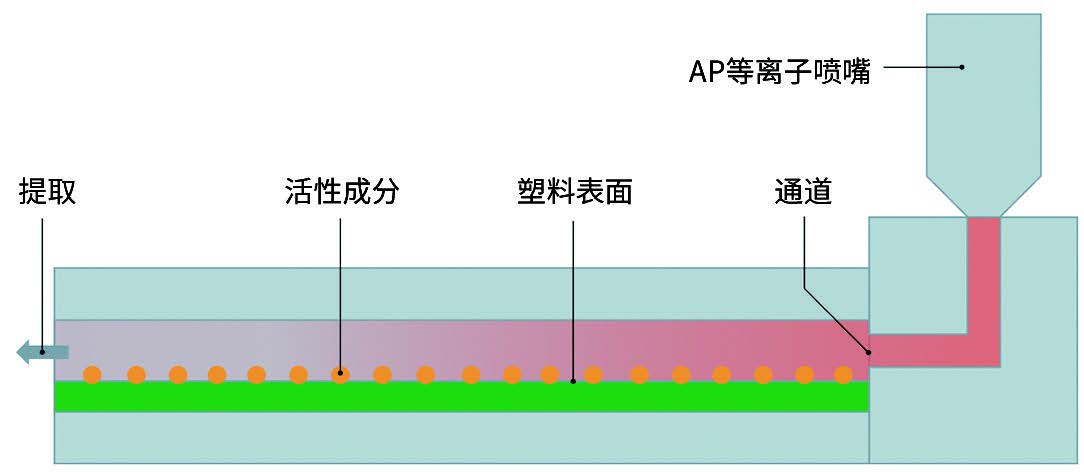
InMould-Plasma工艺配备Plasmatreat公司最新开发的等离子喷嘴,该喷嘴直接用法兰连接至注塑模具。在封闭的模腔中,待处理塑料表面上方有一个有效截面(图3)。
图3 InMould plasma工艺示意图。该工艺在封闭的模腔内进行(来 源:Kunststofftechnik Paderborn)
在等离子周期开始之前,通过进口使纯氮气充满处理通道一秒钟,确保全气体交换并避免与大气氧发生重组反应。引入氮气之后,在预设的等离子体处理时间内点燃等离子体喷嘴。然后,再次用氮气冲刷通道并从出气口抽出。这一方式可确保等离子体通过整个通道并且塑料表面被均匀地活化。在试验中,长度超过850mm的通道被成功活化。
案例研究:烘干机底部模块的垫片
研发合作伙伴利用烘干机的底部模块对InMould-Plasma工艺的工业化应用的可能性进行了研究。该模块具有集成的垫片,该垫片必须在40°C高温和100%相对湿度条件下保持永久的耐介质性。此外,它还要承受机械外力作用,因此必须在维修时能够重复安装。
到目前为止,该垫片一直是由发泡聚氨酯(PU)制成的,聚氨酯通过现场发泡成型(FIPFG)工艺应用于聚丙烯(PP)底板模块。CNC机器人将均匀的密封胶珠准确地放入底板模块的凹槽中。为了在PU和非极性PP之间形成牢固的连接,必须对AP等离子体进行活化。否则,PP基础模块和发泡软组件之间的粘合力太弱,并且这两种聚合物将无法加工。
该生产工艺可通过在注塑模具中进行InMould-Plasma处理并使用垫片系统专用的热塑性聚氨酯(TPU)进行优化,从而使周期时间更短,并且不再需要CNC机器人和其他辅助设备。
抗老化性的证明
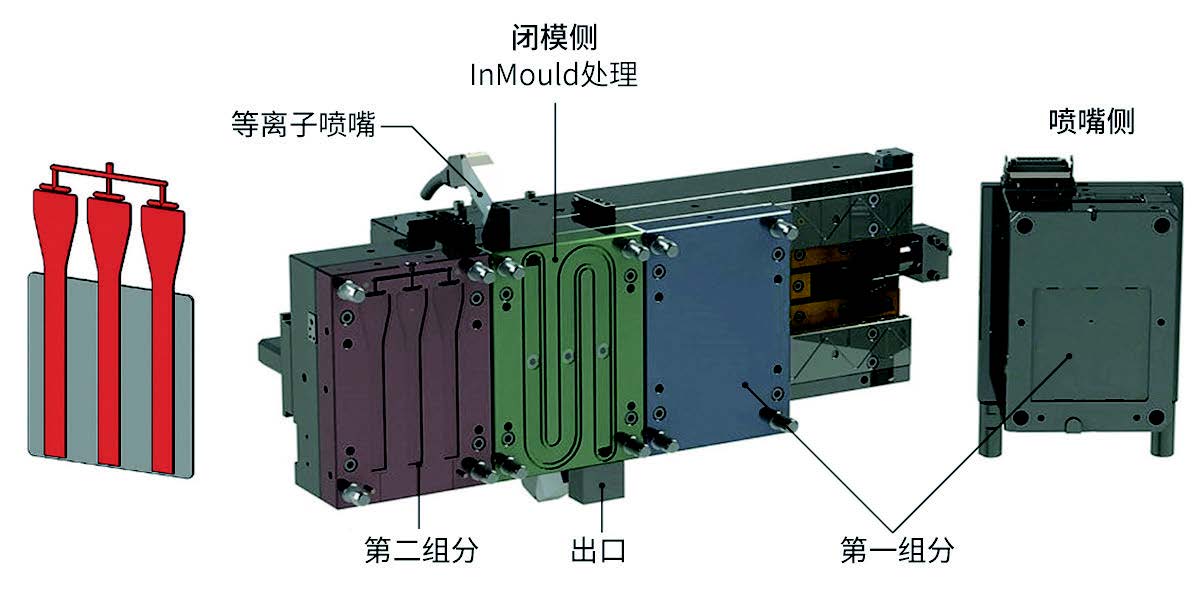
为了证明InMould-Plasma工艺在模制TPU垫片和PP底部模块之间产生了持久的粘合力,KTP团队对硬/软剥离试样进行了研究,试样由40wt.%滑石(PP-T40)填充的PP和TPU(型号:HostacomHBC386L灰色/Desmopan481;制造商:LyondellBasellIndustriesHoldingsB.V.和CovestroAG)制成。它们在集成了等离子喷嘴的模块化三工位双组分注塑模具中进行制造(图4)。
图4 配备改装等离子喷嘴的双组分包覆成型模具,用于生产三个硬/软剥离试样(来源: Kunststofftechnik Paderborn)
滑台模的第一工位上正在制造一块方形面板,该面板仍位于模具的喷嘴侧。然后,将第二个工位(等离子工位)移到模制面板的前面。此时,可以通过一种弯曲的方式引导自由截面中的槽形等离子体来模拟850mm活化通道的工艺思想进行部分表面活化。重新打开模具之后,在第三工位上,将软质组件模制到基板的功能化接触表面上。单次生产的三个试样的几何形状根据VDI2019准则确定抗剥离性。
高强度PP/TPU粘接
活化可通过等离子喷嘴(型号:PFW30-LT)结合Plasmatreat公司的FG5005等离子发生器和HTR12变压器进行。之后的研究使用了由FG5005S等离子发生器和等离子控制单元(PCU)组成的较新的系统解决方案。处理时间设定为1秒。后续剥离测试根据VDI2019准则使用德国ZwickRoellGmbH&Co.KG公司的通用测试机执行。为此,将模制在PP-T40上的TPU组件以接合面90°的角度剥离。
经过等离子处理1秒之后,剥离强度达到了最大值4.2N/mm。结果非常显著,因为PP和TPU在未处理的状态下无法彼此粘合,因此其剥离强度在未经过InMouldPlasma处理时为0N/mm。由于使用滑石粉作为PP的添加剂,因此很难获得高粘合强度。针对另一种PP/TPU组合(型号:MoplenHP500N/ElastollanE1185A10,制造商:LyondellBasell和BASFSE),测定的剥离强度高达16N/mm。
试样的特定应用装填
通过InMould-Plasma工艺生产的双组分试样的粘合强度还经过了耐老化性测试。为此,根据“ISO6270-2:冷凝(在装有热水的储柜中)”对样品进行了交替冷凝测试。周期持续时间24小时,装填期为8小时,休止期为16小时。
在气密室里的装填期间,空气温度设为40°C,相对湿度为100%。在休止期间,它达到了温度为23°C、相对空气湿度为50%的标准气候。在交替气候测试中经过7、14和28个周期之后,样品的剥离强度得以确定,并且还与未经过此周期的试样进行了比较。
为了更好地确定交替气候压力引起的老化影响,样品还在标准气候下进行了老化。ISO22088-3弯曲带法被用于确定热应力和机械应力之间可能发生的相互作用。该方法需要将试样夹持在不同弯曲半径的弯曲模板中(图5)。
图5 不同弯曲半径的双组分试样的处理。外部纤维应变(εRF)分别为0%、0.8%、1.3%和 2%(©J. Braun)
粘合仍然牢固
在测试过程中未出现TPU和PP-T40之间的粘合强度下降的情况(图6和7)。同样,弯曲载荷和处理也未显著降低剥离强度。因此,通过双组分注塑成型将TPU垫片模制到PP基板上可作为使用AP等离子体进行单独活化步骤再使用PU反应性系统的替代方法之一。
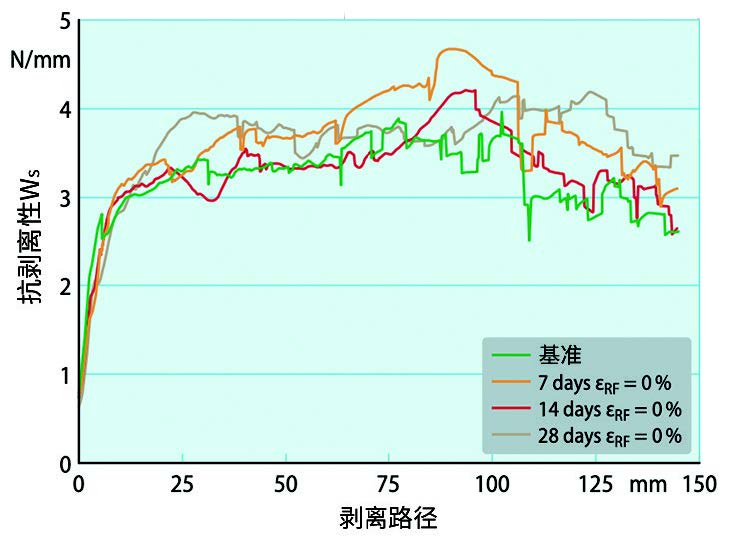
图6 没有机械负载条件下不同储存期的剥离强 度(来源:J. Braun)
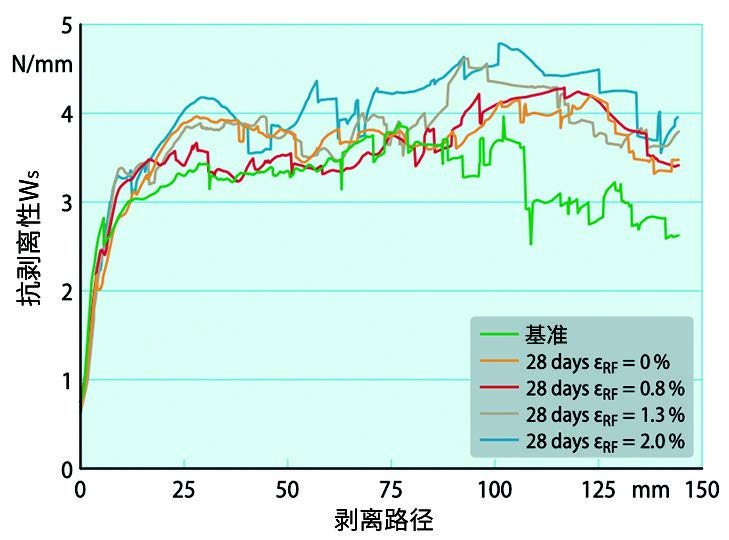
图7 储存28天后在不同的外部纤维应变 (εRF)条件下的抗剥离性。在有负载条件下储存不会降低剥离强度(来源:J. Braun)
这种制造原理的实现在德国杜塞尔多夫举行的K2019展会上使用三工位转盘模具进行了演示,其中TPU密封条通过周期中性工艺模制到PP底壳上。等离子体活化发生在红色标记的区域(标题图)。
结语
InMould-Plasma工艺极其适用于由不兼容的硬/软材料组合通过双组分注塑成型制成的兼容性聚合物复合材料的工业生产。与在具有下游组装工艺的两台注塑机中单独生产组件或通过CNC机器人单独使用PU胶粒相比,具有周期中性、集成式等离子活化的双组分注塑机生产更具成本优势。此外,还可以使用更具成本效益的通用聚合物作为基材。
该项目的研究重点是基于TPU和PP的材料组合,但许多其他材料组合的粘合强度也可得到极大的提升。典型的例子之一是热塑性弹性体,如:热塑性苯乙烯嵌段共聚物(TPS)和聚对苯二甲酸丁二酯(PBT)、聚甲基丙烯酸甲酯(PMMA)以及聚碳酸酯(PC)的组合。TPU的特点是具有良好的耐刮擦性和耐油性以及低熔体粘度,因此具有较高的成型精度和流动性。这些特点为InMouldPlasma打开了许多应用领域,包括汽车内饰A柱和B柱的聚氨酯流涂层和壳体垫片以及鞋底等。
本文翻译自KUNSTSTOFFE INTERNATIONAL杂志
作者:Frederik Mühlhoff,Elmar Moritzer,Erhard Krampe,Birte Böhnke
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录