近二十年来,双丝焊接已成为高效焊接中一种成熟的焊接工艺。它满足现代自动化焊接生产效率不断提高的需求。更高的熔敷率可以转化为高速焊或大焊缝体积,同时,双丝焊具备良好的搭桥和咬边能力。
近二十年来,双丝焊接已成为高效焊接中一种成熟的焊接工艺。它满足现代自动化焊接生产效率不断提高的需求。更高的熔敷率可以转化为高速焊或大焊缝体积,同时,双丝焊具备良好的搭桥和咬边能力。
高效熔化极气体保护焊(GMAW)通常定义为送丝速度大于15m/min(1.2mm的焊丝)或熔敷速率大于8kg/h(1.2mm的焊丝)。在这一范围内,由于熔池的扩大和电弧强度的降低,采用双丝工艺可获得较高的熔敷速率,而不易形成飞溅和咬边。
双丝工艺根据焊丝是否使用一个共同的或分开的电势可分为:
◆并联双丝:两根焊丝具有相同的电势
◆串联双丝:焊丝具有独立的电势(通常所说双丝即为串联双丝)
尽管并联双丝的概念不那么复杂,但其应用潜力有限。在普通标准熔滴过渡模式下,由于意外的出现,熔滴过渡会引起两个电弧间的不规则从而产生磁偏吹效应,使得工艺处于不稳定状态。在脉冲模式下,两个电弧的电流峰值同时出现,是大量应用中的缺点。
近年来在TPS/i系列的发展过程中所取得的技术进步已经被应用于双丝焊上,产生了全新的双丝焊系统TPS/iTWINPush。除了系统的连接性和紧凑性得到优化,其附带的脉冲多重控制技术(PMC工艺)已应用于TPS/iTWINPush,并开发了新的工艺功能。在它们之中,PulseSync允许焊接工程师为两个电弧独立设定不同的送丝速度,同时系统也会自动进行必要的自动修正。
1:脉冲多重控制(PMC)工艺的原理。熔滴过渡过程中的短路 是这种短而集中的脉冲电弧的基础 , 这种电弧具有更深的熔深,并减 少了飞溅和热输入。
本文即讨论了使用TPS/iTWINPush焊接系统并采用最新改进的脉冲气保焊工艺进行焊接所带来的结果。
焊接设备
双丝控制器连接两台TPS600i焊接电源的同时协调两个脉冲电弧、管理两条工艺线缆之间的信息流和故障处理,并通过通用的现场总线协议作为集成到机器人系统的单一接入点。
作为一个焊接电源,两台TPS600i在100%暂载率的条件下可提供高达500A的输出,系统配件,如中继线,焊枪和送丝机,都可承载1000A100%暂载率。紧凑型的二合一送丝机可以在每条工艺线上实现高达30m/min的送丝速度。总电流超过800A,熔敷速率超过20kg/h的双丝焊是这套系统的典型工艺参数。除了可装配水冷焊枪外,通过更换导电嘴能够快速改变导电嘴角度。
材料及准备
◆所有的双丝焊测试均使用直径1.2mmER70S-6做为填充材料及试板S235JR碳钢。
◆工艺为脉冲/脉冲或者使用等弧长的PMC/PMC。
◆在所有情况下,对8mm厚钢板的T型接头进行PA或PB位置的角焊缝,间隙为零且无需进行焊前准备。
◆10mm和15mm厚钢板PA位置对接接头,Y型破口,没有间隙且钝边为1mm。根据试板厚度,破口角度50度左右并使用铜衬垫。
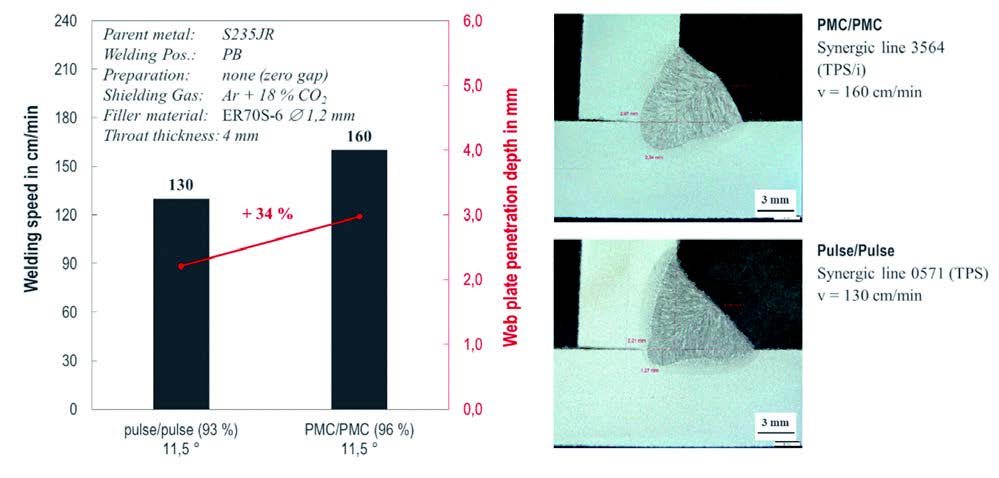
图 2:TIME TWIN 系统(TPS)的脉冲 / 脉冲工艺和新型 TPS/i TWIN Push PMC/PMC 工艺比较。TPS 焊接速度和熔深得到显著提升。
采用脉冲多重控制的双丝焊
PMC是一种优化过的脉冲电弧,熔滴过渡发生在受控的短路阶段。相比传统的GMAW脉冲电弧,PMC电弧更短更集中。
图 3:增加送丝速度比值,焊接速度提升。此外,通过改变导电嘴角 度焊接速度最高可达 180cm/min。
应用在PMC工艺中的“等弧长”和“恒熔深”功能也可以应用在双丝焊中。如果焊枪与工件之间的距离产生变化,“恒熔深”功能将自动修正送丝速度,以获得恒定一致的熔深。“等弧长”功能控制电弧长度一直保持尽可能短。尤其在双丝焊中,相比于焊接电压它给予一个更可靠的基础。
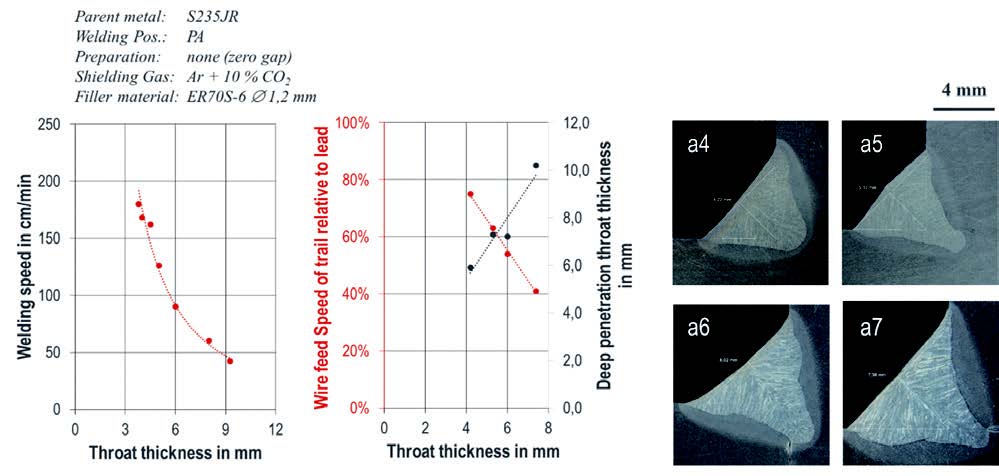
图 4:PMC/PMC 在 PA 位置角焊缝焊接可达最大焊接速度。持续降 低送丝速度比值用以保持一个较深的熔深。
结果
增加角焊缝焊接速度
由于焊接速度和熔深是多种影响的结果。因此在试验中分离这些影响是合理的。为了将多重脉冲控制(PMC)短路脉冲电流,送丝速度比值以及导电嘴角度的影响分开。通过更换导电嘴角度会导致两根焊丝之间的距离产生变化。选择一个小角度的导电嘴会使得两个焊丝进一步分离并减少干扰。进行了以下试验:
1.使用TPS(脉冲/脉冲)和TPS/i技术(PMC/PMC)进行碳钢角焊缝试验。两条焊缝根据以下内容进行:
a.满足相同的4mm喉深
b.两套系统使用相同的11,5°导电嘴角度使用可忽略的送丝速度比值
2.焊接效果通过以下方式进一步优化:
a.更换导电嘴角度
b.增加送丝速度这些试验是在PB位置,直径1.2mm和M21保护气体(Ar+18%CO2)条件下进行的。
图2显示了步骤1中脉冲/脉冲和PMC/PMC试验的直接对比结果。焊接速度明显提高23%,腹板熔深提高了34%。
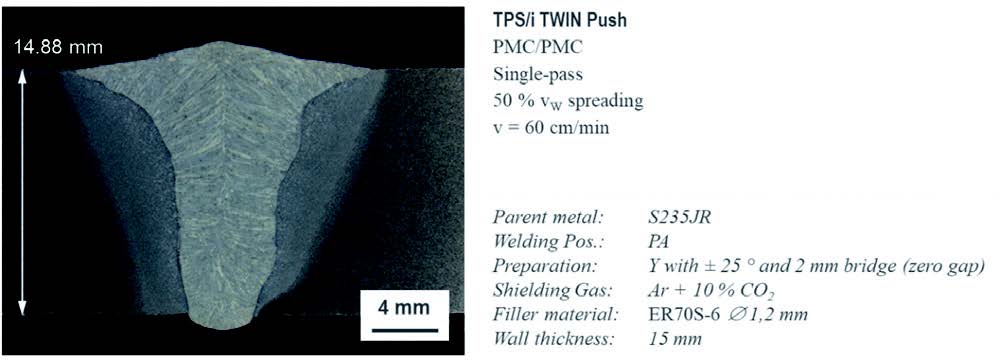
图 5:15mm 厚钢板对接接头的 PMC/PMC 工艺双丝焊接,焊接速度 60cm/min,单面焊双面成型,送丝速度比值。
进一步的优化后,在送丝速度比值=60%与导电嘴8°时可达到最大的焊接速度。如图3所示,焊接速度达到180cm/min。只有增大送丝速度比值和扩大送丝间距,才能进一步提高焊接速度。焊缝显示喉深4.2mm,腹板熔深2.4mm。能量输入7,7kJ/cm,熔幅速率19kg/h。
角焊缝焊接速度与喉深
为了展示对于不同喉深可达的最大焊接速度进行焊接试验。这些对比试验是在M20保护气体(Ar+10%CO2)和PA位置进行的。对于4mm至9mm喉深,可达的最大焊接速度范围在180cm/min和42cm/min之间。相应的线能量从6.6kJ/cm增加到21kJ/cm,并且熔敷率范围在22kg/h到16kg/h之间.
为了保持一个较深的熔深,从弧相对主弧的送丝速度从75%减少到41%。在这种方式下,较深的焊接喉深大致保持在比名义喉深大1.4倍的系数。
对接接头的单面焊双面成型
对于厚度大于8mm的对接接头,通常采用双丝多道焊。由于多重脉冲控制(PMC)和送丝速度造成更深的熔深,对于壁厚大于等于10mm的碳钢接头可以通过单面焊双面成型即可完成。
为了展示它的能力,以60cm/min速度焊接15mm厚碳钢板(图5)。为此,送丝速度比值进一步增加到。熔敷速率20kg/h,能量输入24kJ/cm。准备的试验材料开口角度±25°且钝边2mm。它是用零间隙和铜衬垫焊接的。
总结
我们对比了传统的脉冲/脉冲双丝焊工艺和新的PMC/PMC双丝焊接工艺在碳钢焊接上T型接头和对接接头的焊接速度和熔深。所述比较的主要内容是:
◆通过使用TPS/iTWINPush新型PMC/PMC双丝焊工艺,焊接速度和熔深得到显著提高。对于碳钢4mm喉深的角焊缝应用,焊接速度从130cm/min提升至160cm/min。腹板熔深从2.2mm提高至3.0mm。
◆在a4角焊缝和15mm单面焊双面成型的对接接头中,展示了双丝焊中不同电极间距的影响以及众所周知的采用两种不同送丝速度的优点。所需的送丝速度比值可应用于整个脉冲/脉冲工艺窗口,因为在新的双丝焊特性曲线中,在保证同步的同时,工艺频率会自动地从1:1改为1:2或1:3。
采用Fronius新型TPS/iTWINPush,从引弧阶段一直保持到收弧,无论参数是否变化或受到干扰,两个电弧都可控且做到协同。这扩展了双丝焊的工艺窗口,为优化焊缝新能提供了新的策略。
作者:S. Schartner, D. Soellinger, P. Lumpf, A. Bauer K. Schneider, and M. Schoerghuber Fronius International GmbH, Austria
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录