Schunk公司为大批量车削件生产厂家Orca公司研发生产了一种液压夹紧的钻削用尾座套筒。这种液压尾座套筒极大地提高了车削加工时的刀具耐用度和加工件的表面质量,缩短了设备调整时间。
在 Orca 公司多轴自动车床上的一系列测试表明:Schunk 公司研发生产的液压弹簧夹头有效的改进了钻、铰工艺过程,明显地降低了刀具的成本费用。
严苛的材料,很小的加工公差,变来变去的成本核算——德国 Villingen-Schwenningen 地区的车削零件专业厂 Orca 公司知道如何应对大批量零件生产时的弊端,也知道如何突破可行性的限制。汽车工业领域中含铬量高的耐高温合金的精密车削件的加工就是 Orca 公司的拿手好戏。
为了减少钻孔和铰孔时的刀具磨损,Orca 公司在 IndexMS18, MS32 和 MS52 型多轴自动车床进行了许多尝试。
公司生产经理 Joachim Schwer 先生和试验团队的负责人Albert Gaus 先生系统地分析了刀具几何形状和尺寸、涂层材料以及切削刃的安装位置、冷却润滑液压力和其中的添加剂等。“最终,我们认识到:仅靠某一种方法是无法实现我们的目标的,必须从整体结构,尤其是从刀具夹持系统的整体角度来考虑问题。”公司负责人 Hans-Peter Ketterer 先生解释说道。
材料的延展性是 Ketterer 先生遇到的第一个巨大挑战。“受到一次冲击之后尾座套筒中的刀具就会松脱开来,并向前移动。钻头和铰刀就像在海洋中游泳的海豚一样在尾座套筒中‘游动’。由于刀具的这种移动,使得尾座套筒夹持的刀具刀尖位置出现了明显的位移。”Ketterer 先生说。
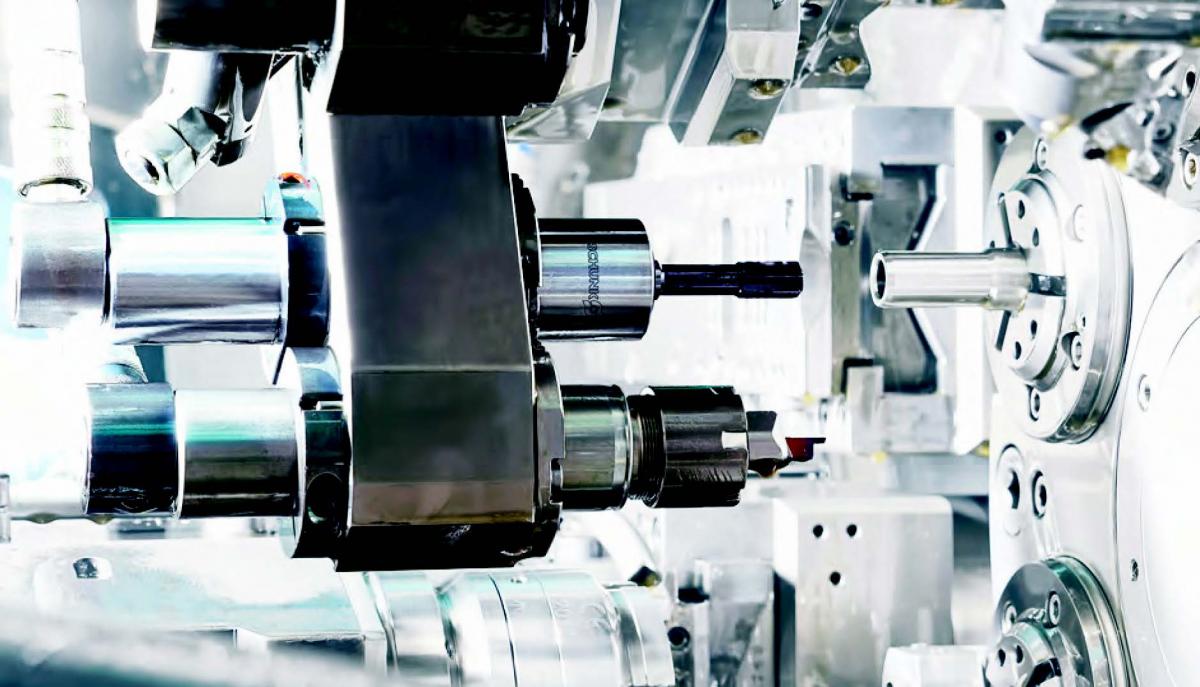
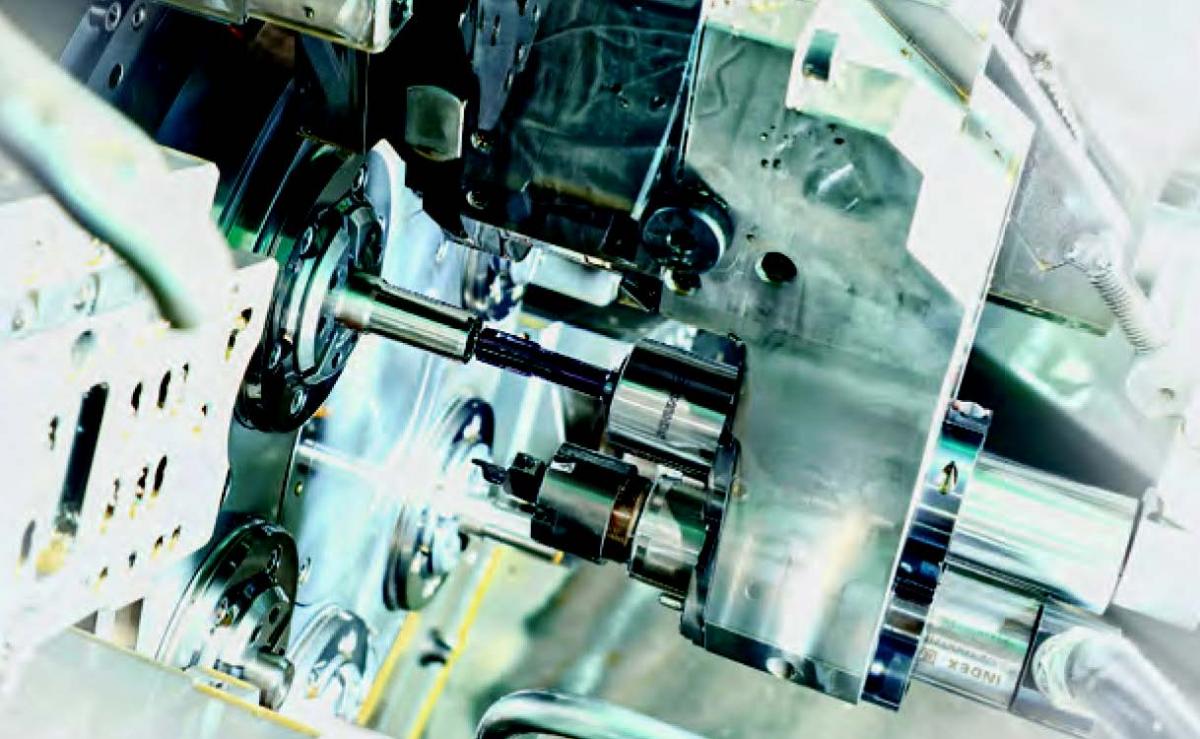
在 Index 多轴自动车床中,液压夹紧的夹头为提高了钻头的使用寿命(上),确保了良好的钻削表面质量。可以利用中间套筒调整、装夹不同直径的钻头。
刀具耐用度延长 30%
最终,Lauff en 地区的工具和夹具技术专家 Schunk 公司给出了一种基于液压弹簧夹头技术的、非常适合于多轴自动车床使用的夹紧解决方案。这种液压弹簧夹头将精确的刀具定位与良好的减振性能结合到一起了,并有着非常好的同轴度。Schwer 先生表示:“在液压弹簧夹头的夹持作用下刀具切削刃的位置得到了保证,从而降低了副切削刃受到的磨损负荷。”
在连续几周的测试中,仅用这一夹具系统就将刀具的使用寿命提高了 30%,也提高了工艺过程的稳定性。刀具几何参数的选择以及生产过程的优化改进还可以得到其他的好处:例如用前方上料来代替传统的棒料上料机。
最后,液压弹簧夹头的刀具夹持系统也满足了用户降低成本费用的要求,将刀具使用成本降低了 3.5 倍。“凭借这一项目中所积累的专业技术知识和经验我们可以在未来的项目中大踏步前进。”Ketterer 先生说道。
夹紧刀具或者重新定位,只需松开径向的夹紧螺钉就可以。
与容易出错的其他机械夹紧系统相比较,液压弹簧胀套技术原理的尾座套筒在精度、加工表面质量、设备调整和刀具耐用度等方面均达到了理想的效果。自动定心夹紧、小于3μm 重复夹紧时的定位精度和良好的减振性能都提高了刀具切削刃的承载能力。
另外,重新安装的时间也会大幅减少。操作者只需用内六角扳手拧紧液压弹簧夹头上的紧固螺钉就可以精确、可靠地将铰刀装夹到位。具有成本效益和节能效益的刀具夹持系统可以节约宝贵的时间,无需使用任何电力能源和任何外部设备就能够自给自足的有效工作。
在谈到液压弹簧夹头解决方案时,Gaus 先生充满热情的说道:“Schunk 公司研发的液压弹簧夹头解决方案使刀具的夹紧变得更加轻松快捷。一旦刀柄直径出现磨损或者孔径变小,机床操作者只需松开铰刀稍微转动一定的角度,重新拧紧就可以了。利用内六角扳手就可以直接在机床上快速、轻松地完成刀具的装夹过程,也省去了步行到刀具调整台那里单独地调整、校准刀具的时间。”
同时,也可以利用中间衬套来调整不同直径的刀具——可以选择具有内部冷却通道的中间套管,也可以选择带有刀具柄部冷却液槽的中间套管。这就避免了标准 ER 装夹套筒中经常出现的忘记密封垫或者将刀具装夹地太深等问题。在这两种风险情况下冷却液都不会到达刀具切削刃处,从而加剧了刀具的磨损。
从左至右:Schunk 公司刀具夹持器技术专家 Michael Kraft 先生,Orca 公司生产经理,CEO Hans-Peter Ketterer 先生,生产经理Joachim Schwer 先生和研发团队负责人 Albert Gaus 先生。
其他有利效应
Schwer 先生认为 Schunk 公司开发的刀具装夹系统是整个机械加工过程链中最重要的组成部分之一。他说:“由于刀具的各个切削刃都得到了很好的利用,因此提高了刀具的使用寿命。由于缩短了设备调整时间、减少了设备开启和停止的操作、减少了重新运行,从而提高了设备利用率。后续工序的刀具也会因此而受益。另外,采用这种液压弹簧夹头之后也减少了装夹辅具的数量。刀具装夹的中间环节越少,清理工作也就越少,出现偏差的风险也就越小。弹簧夹头定心夹紧的效果越好,夹具受到的负荷也就越少。使用 Schunk 公司的液压弹簧夹头之后只有一个夹持孔受力。”Schwer先生说。
Ketterer 先生则表示:与传统的 ER 标准尾座套筒夹头相比较,Schunk 公司的液压弹簧夹头的初期投资要高一些。但在一个加工过程和同一操作过程中需要使用多个弹簧夹头时,该公司的液压弹簧夹头可以最大程度的减少更换刀具的停机时间。“如果我们能够在一年的生产过程中少用一半的铰刀,则只需四个月就可以收回液压弹簧夹头的投资成本了。”
最重要的是:液压弹簧夹头是提高具有竞争力价格产品的一个有效工具。Ketterer 先生认为将来也可以在一些要求不高的生产过程中使用这种液压弹簧夹头:“液压弹簧夹头是减少机床操作者手动操作、减少操作错误和缩短机床设备停机时间的好办法。利用液压弹簧夹头在每周 7 天、每天 24 小时的生产加工中每个班次可多生产 100 个零件,这意味着每年三台设备就能够增产 90,000 个零件。”
本文译自 Werkstatt und Betrieb 杂志
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录