对于加工企业来说,最看重的是提高生产率和降低生产成本,这是企业生存的重要前提之一。现代加工工艺是企业提高生产率和竞争力的基础。采用大进给铣削工艺能以显著高的材料切除率和极短的基本时间进行高效加工,大幅度降低了生产成本,这种高效加工工艺在工业加工领域,特别是模具行业得到了广泛应用。
大进给量铣削(HighFeedCutting/HFC)工艺是一种以整个铣刀直径用全切削(ae=D)的方式,同时采用较小的切削深度(即背吃刀量ap)和很高的进给速度进行切削的高效切削工艺,有很高的材料切除率。其目的是显著缩短粗加工或半精加工的时间,因此,原则上大进给量铣削(HFC)是属于高效铣削(HPC)工艺的范围。常规的高效铣削(HPC)工艺是一种通过高的吃刀量(ap,ae)、高的进给速度(vf)和切削速度(vc)实现高材料切除率的切削工艺。而大进给量铣削(HFC)工艺,顾名思义,显然是专注于通过很高的进给速度来大幅度提高材料切除率,提高机床生产率的工艺方法。实现这种大进给量铣削工艺需要有特殊的刀具,为此,众多刀具供应商开发了具有能实现大进给量铣削的几何形状的刀具,以较小的主偏角(κ)和以较长的切削刀刃与工件接触,实现高效的铣削加工。
大进给量铣削工艺的开发
约在16年前(2003年),在模具制造中,为了缩短粗加工的加工时间。一些刀具供应商从提高材料切除率出发,开发了具有能实现大进给量铣削的铣刀,这种刀具是采用直线型长刃铣刀或具有较大刀刃园弧半径的铣刀,并采用较小的主偏角进行切削,切削时产生较薄的切屑。这样,大大减小了铣刀和主轴上的径向切削负荷,由此显著地提高每齿的进给量,提高了材料切除率。这种工艺特别适合于切削量很大的粗加工(例如大型模具)和半精加工,对加工时间和生产成本具有积极影响。在随后的几年中,这种工艺几乎在诸如锻模、成形模、注塑模和模型等制造领域里得到了推广应用。可以说,大进给量铣削工艺的发展是源于模具加工的需要。这种铣削工艺与采用较大吃刀量和进给速度的高效铣削(HPC)工艺的主要不同之处,在于大进给量铣削工艺是采用了很小的主偏角,使径向切削力大幅度降低,从而可采用比直角铣刀大好多倍的进给速度,显著提高了生产率。
十多年来,诸如Sandvik、Ingersoll、Kennametal、Seco、Iscar、Walter、Hoffman和LMT等许多刀具制造厂商相继开发出了众多的大进给量高效铣刀,这些铣刀的结构虽然不尽相同,但它们的共同特点是都具有适合于实现高速大进给量的刀刃几何形状。其中如Ingersoll的直线型长刃铣刀、LMT正方形大园弧刀刃半径的铣刀、Walter的三棱形大园弧三刃铣刀和Horn三角形大园弧刀刃半径的铣刀等,这些铣刀都采用了较小的主偏角(9°-20°),可采用很高的每齿进给量和很高的进给速度进行铣削加工,以获得很高的材料切除率以及较短的加工时间。
关键参数:主偏角(κ)、切削深度(ap)和切屑厚度(hex)
1)主偏角(κ)
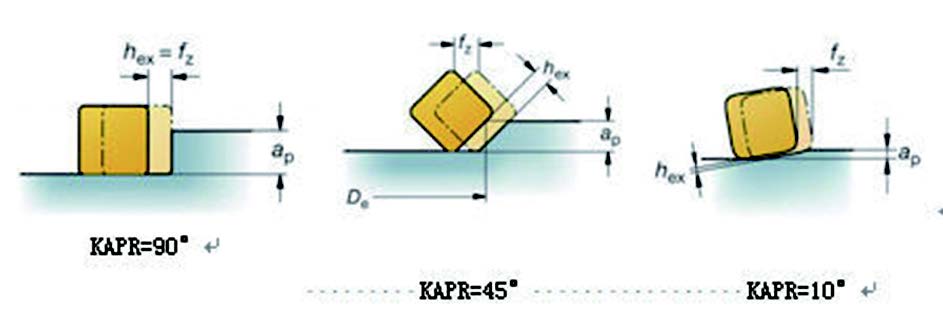
主偏角(κ)是可转位刀片的主切削刃与工件加工表面之间的一个夹角,这个角度的大小直接影响到切屑厚度、切削力和刀具的寿命,并进而影响机床的生产率和产品的生产成本。采用很小的主偏角和较长的刀刃进行大进给量高速切削是大进给量切削工艺的重要特点,而大进给量铣削工艺的诸多优点正是得益于采用了很小的主偏角。在生产中,主偏角一般取(10°-25°)。很显然,主偏角越小,切屑厚度越薄,作用于刀刃上的径向切削分力就越小,加工就越平稳。而相应较大的轴向分力则沿轴向作用于刀具和机床的主轴轴承上(图1、图2、图3)。这样,在铣削较深的型腔(如在模具制造业,常常会遇到较深的型腔,需采用悬伸较长的铣刀)铣刀不至于产生弯曲。另外,由于径向力的减小,大大避免了振动的产生,从而有利于提高刀具的使用寿命,并允许显著地提高铣刀的每齿进给量,进而大幅度提高进给速度。此外,铣刀大多采用正的径向和轴向前角,并且刀具切削刃又是以削皮的方式切入工件,实现软切削,也就减小了功率消耗。而直角铣刀进行铣削时,铣刀实际上是以冲击的方式切入待加工的工件材料,这显然有损铣刀的耐用度。
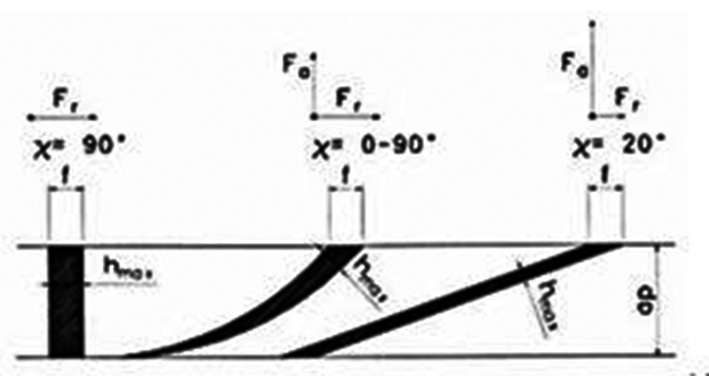
图 1 主偏角对切屑厚度和切削分力的影响。(Ingesoll 公司)
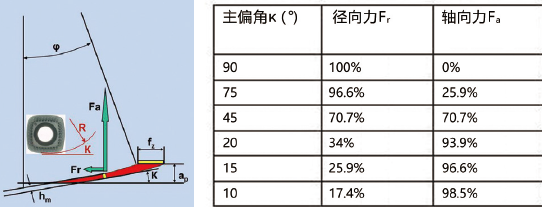
图 2 根据主偏角(κ),在理论上计算径向力(Fr )和轴向力(Fa) (左面的图取自 LMT 公司)
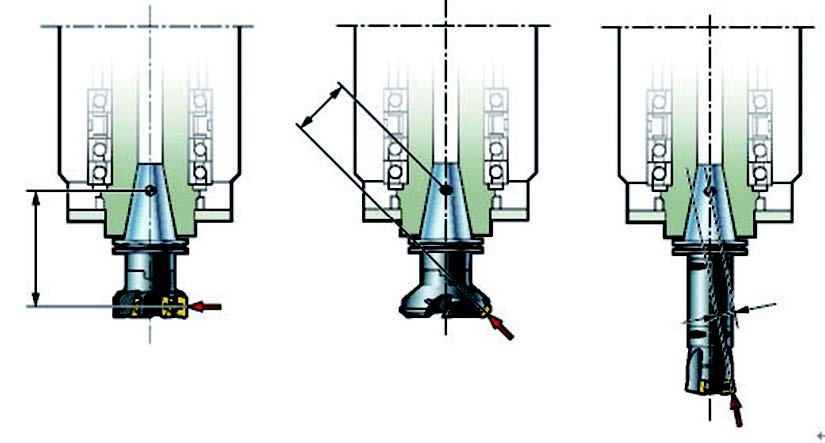
图 3 不同大小的 主偏角(κ)改变切削力的方向 (Iscar 公司)
2)切削深度(ap)
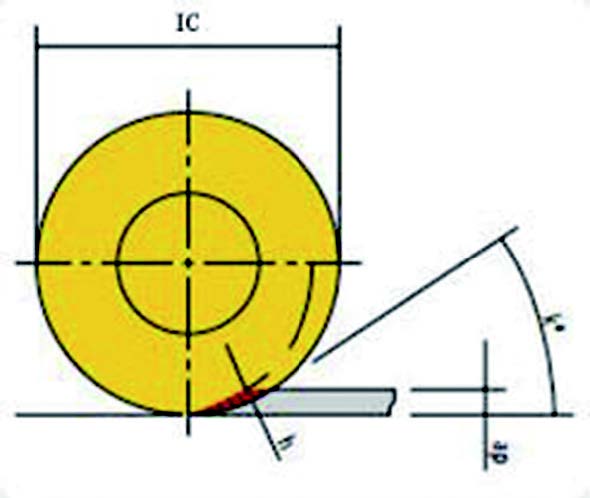
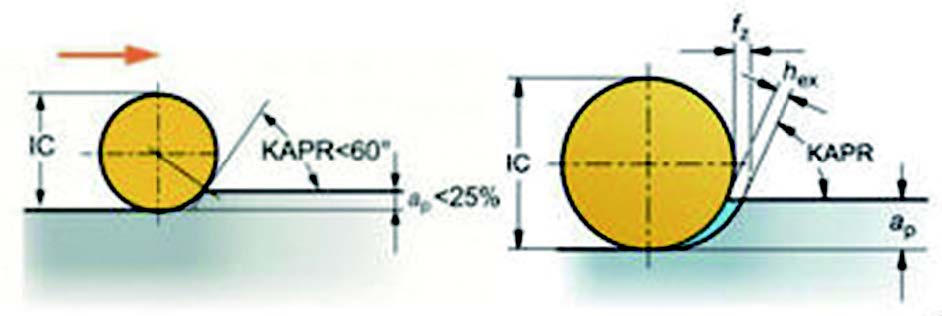
对于装有大园弧半径或直刃可转位刀片的大进给量铣刀,由于采用了很小的主偏角,使切削深度(ap)受到限制。根据众多刀具厂的样本,视可转位刀片规格和主偏角的大小,大进给量铣刀最大的切削深度一般在(1-3)mm。采用装有圆形可转位刀片的铣刀,也可用于大进给量铣削,但是其前提是要采用较小的ap/IC—值(图4),因为在这里,切削深度决定着切屑厚度。因此,在较小的切深度时,可以提高进给速度。考虑到装有圆形可转位刀片的铣刀没有恒定的主偏角,这个角度是随着背吃刀量(ap)(切削深度)的深浅而变化。在理论上这个主偏角从0°开始,可增大到90°,由此切削力的方向也是沿着圆形可转位刀片的圆周而变化。
图 4 装有圆形可转位刀片的铣刀也可用于大进给量铣削(Ingersoll)
3)切屑厚度(hm)
切削厚度是铣削加工的一个重要工艺参数,通过减小切削厚度,使切屑变薄,为增大切屑的横截面,就可以提高进给速度。为此,常常采用具有直刃可转位刀片和较小主偏角的铣刀,以及采用圆形可转位刀片或具有大弧形半径的可转位刀片,并在较小切削深度下进行加工的铣刀。采用这些铣刀和相应的切削用量,在基于切屑变薄的基础上,以大幅度提高材料切除率。
计算装有直刃可转位刀片铣刀的切屑厚度:
使用主偏角为90°的直角铣刀,每齿进给量就等于其最大切屑厚度(fz=hex)。随着主偏角的减小,为了确保不变的切屑厚度,可以通过提高每齿进给量来实现。
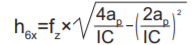
最大切屑厚度(hex)可按下式进行计算:
hex=fzsinKAPR
图 5 装有直刃可转位刀片铣刀的切屑厚度
与90°直角铣刀的铣削相比较,如在保持同样切屑厚度的情况下,采用具有45°可转位刀片的铣刀,每齿进给量可提高1.4倍(fz=hex/sin45°=hex/0.7=1.4hex),如果采用具有10°主偏角铣刀的大进给量铣削,每齿进给量比直角铣刀约可提高六倍(fz=hex/sin10°=hex/0.174=5.88hex),从这里也可以看出,采用具有100主偏角的铣刀,铣削时切下的切屑只是900直角铣刀切下切屑的六分之一那样薄。
计算装有圆形或大弧形半径的可转位刀片铣刀的切屑厚度:
图 6 装有圆形或大弧形半径的可转位刀片铣刀的切屑厚度
使用圆形可转位刀片的铣刀,切屑厚度是随主偏角(也是随切削深度)而变化,当ap/iC比值较小时,可以显着提高进给速度,这意味着,圆形可转位刀片的独特之处在于切屑厚度取决于切削深度,在生产中就可以通过采用较小的切削深度来使切屑变薄,从而提高进给速度。最佳情况是,采用的切削深度为圆形可转位刀片直径的15%来提高进给速度,而通常,最大切削深度不要超过圆形可转位刀片直径的25%(即主偏角低于60°)就可实现较高的进给速度。
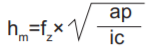
这类铣刀最大切屑厚度可按下式计算:
考虑得(2ap/IC)2值比较小,可以忽略不计。由于是圆形和弧形刀片,切屑厚度随主偏角而变化,因此一般可采用平均切屑厚度(hm)来表示:
大进给量铣削工艺的优点
通过上述的介绍和分析,可以看出,大进给量铣削工艺是一种可靠、高效和可多用途的加工工艺,这种工艺不仅可用于加工平面、台肩和成形表面外,还可铣槽、铣型腔、以倾斜角度切入工件和孔的圆周铣削等工艺。众多大进给量高效铣削工艺的使用表明,采用这种高效铣削与采用常规铣削工艺相比,具有许多优点:
1.很高的生产率
视刀具结构和工件材料的不同,切削深度可达(0.5-3)mm,每齿进给量可高达5mm,进给速度最高可达10000mm/min,因此材料切除率可提高300%多,实现特别高效的粗加工。
2.切削过程平稳
切削力主要是以轴向作用于机床主轴,径向力很小,因此,即使是采用悬伸较长的铣刀,也不易产生振动,并且这也有利于延长主轴和刀具寿命。
3.高的能源效率
由于刀具的径向切削力的减小,降低了机床的切削负荷,由此机床的功率消耗较低,驱动功率甚至可减小50%,显然提高了能源效率。这样,即使是在功率较弱的机床上也可以采用这种工艺。
4.显著缩短加工时间
由于主偏角很小、切屑又很薄和很宽,允许大幅度提高进给速度,从而显著缩短了加工时间。这不仅降低了加工费用,并且缩短了交货时间。
5.高的表面质量
大进给量铣削具有较高的加工表面质量,采用这种工艺可省去半精加工工艺,由此缩短了加工工艺流程。要是在紧挨主切削刃设置一个平刀刃(修光刃),还可大大提高加工的表面质量。
大进给量铣削工艺的应用
大进给量铣削工艺主要是用来加工那些粗加工余量比较大的工件,使用的范围比较广,但其主要的应用领域是在模具制造行业。
在这里略举几个实例对这种高效工艺进行说明。
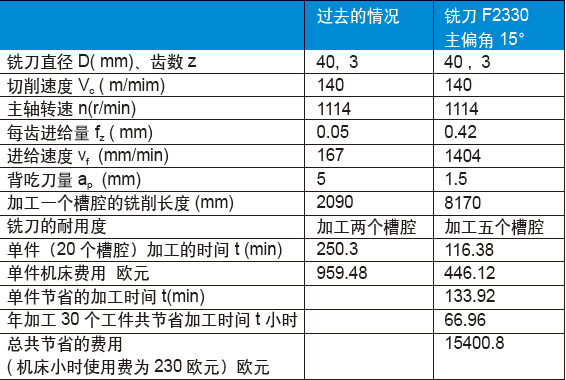
第一个例子是采用大进给量铣削工艺高效粗铣挤压机孔板的槽腔,孔板材料X5CrNiCuNb155合金钢,机床小时使用费用为230欧元。过去采用的铣刀加工2个槽腔后就需要换刀,后改用Walter公司专门为加工模具而开发的F2330型高效大进给量铣刀,可加工5个槽腔后才进行换刀。由于主偏角很小,切屑变薄,径向切削力减小,因而可采用很高的进给速度,从而获得显著的技术经济效果(表1):
表 1 Walter 公司采用大进给量铣削工艺高效粗铣挤压机孔板槽腔的效果
在这个实例中可以看出,切削深度从原先的5mm减小到1.5mm由于减小了切削深度,使铣削长度几乎延长了4倍。但是,由于切屑变薄,同时可使进给速度从167mm/min提高到1404mm/min,进给速度则提高了8倍。这样,加工20个槽腔的时间减小了一半,节省了约134分钟。此外,由于减小了切削深度,不再会发生由于切屑的卡住而导致切削刀刃的破损,很薄的切屑通过冷却液也很容易排除。
显然,加工费用的节省主要是通过缩短加工时间所获得的。但是,其中还没有考虑刀具使用寿命的提高和辅助时间(换刀)的减少所带来的效益。
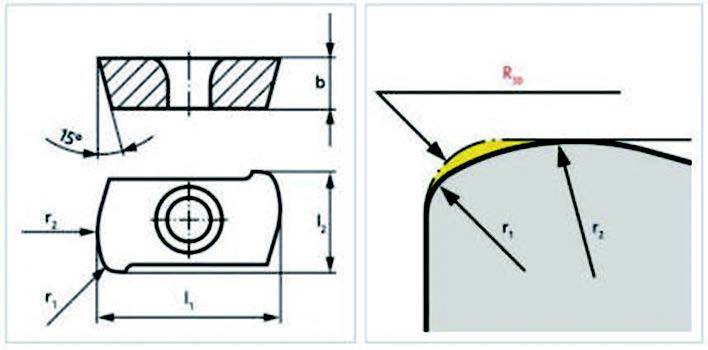
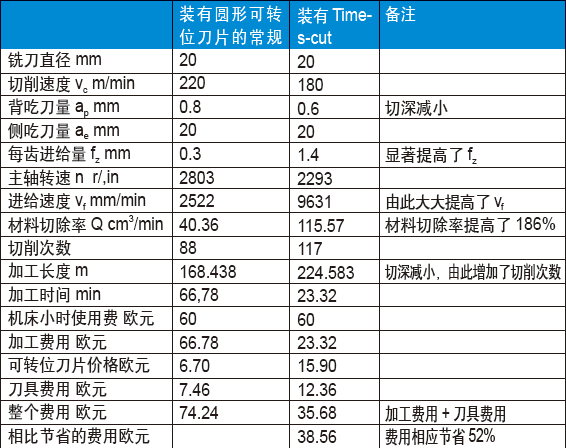
另一个例子是装有Time-S-Cut可转位刀(图7)的拧装式大进给量铣刀与装有圆形可转位刀片的常规拧装式铣刀之间加工效果的比较(表2)。在这个例子里,既考虑了机床使用费用,也考虑了刀具的费用。
图 7 用于粗铣的具有大弧形半径的 Time-SCut 可转位刀片 (Franken公司)
从表2可以看出,采用Time-S-Cut铣刀要比圆形刀片可提高186%的材料切除率,费用可节省52%。
表 2 Franken 公司装有 Time-S-Cut 刀片与装有圆形刀片铣刀的加工效果比较
从瑞士Fraisa公司的资料也可看到,在相同直径情况下,直刃大进给量铣刀要比圆形刀片的铣刀高120%的生产率。
这里再列举一个例子是德国G.M.W公司采用Ingersoll公司的SP2L大进给量铣刀,用来铣削大型船用柴油发电机不锈钢箱体件(4400×3200×2200mm)的端面和接合面,铣刀主偏角仅为13°,每齿进给量达2.5mm,铣刀进给速度达到6000mm/min,材料切除率达1435cm3/min,比以往的加工提高了3倍。一年加工12件就节省了40000欧元,降低了67%的加工费用。
结语
大进给量铣削是具有高材料切除率、高可靠性和可多用途的高效切削工艺。是加工企业,尤其是模具制造业普遍采用的高效加工工艺。这种高效加工工艺的优点是基于采用了较小的主偏角和较小的切削深度,由此产生很小的径向切削力和薄而宽的切屑,从而可采用很高的进给速度,大大提高了材料切除率。
提高材料切除率是缩短加工时间的主要途径,是降低机床费用的有效手段。而上述加工实例,充分显示了大进给量铣削工艺的高生产率优势。
在当今,新一代机床高动态性能的不断提高,这不仅为刀具实现很高的进给速度,而且为这种铣削工艺实现圆周铣削等工艺,进而为充分利用大进给量铣削工艺的潜力创造了更好的条件。
□ 李如松,原大连组合机床研究所
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录