近几十年来,连续型激光器一直都是现代化生产制造中非常通用的工具,其应用范围覆盖焊接、熔覆、表面处理、淬火、钎焊、切割等。目前,这些应用以近红外工业激光器为主导,主要采用的是波长约为1µm的激光。此类激光器适用于合金钢的加工,吸收率超过50%。
但是铜、金等材料对于波长为1µm激光的吸收率还不到5%,因此难以加工。为了对高反金属进行焊接,通常会利用高强度激光,从而形成小孔,以提升吸收率。然而,这种铜材料的加工方式在深熔焊加工时是有局限性的,因为会产生焊渣飞溅,而且能量沉积难以把控。
选择合适的波长
波长低于500nm的激光更适合铜加工,因为铜对该波长的吸收率大幅提升至超过50%。目前,市场上已有一些光源可提供相近波长。它们主要基于倍频原理,可发出515nm和532nm波长的绿光。激光源通过转化过程,将一小部分泵浦激光通过特殊的晶体转化为所需波长的激光。然而,这一转化会消耗大量能量,对冷却有极高要求,且其光学装置非常复杂。
如今,铜材的使用与温室气体的减排息息相关,例如:在电动汽车、风力涡轮机及其它可再生能源系统中使用电机替代燃油发动机需要很多可靠的铜加工解决方案。因此,对于克服铜加工技术壁垒的需求日渐迫切。
蓝光激光器二极管技术
为了应对这一挑战,Laserline研发了首台波长为450nm的连续高功率蓝光二极管激光器。和其他激光源原理不同,这台二极管激光器(基于氮化镓材料)可以直接发出450nm的激光,无需倍频,光电转换效率更高。相比于约为1µm的波长,450nm的蓝光波长将铜材料的加工效率提升了20倍。
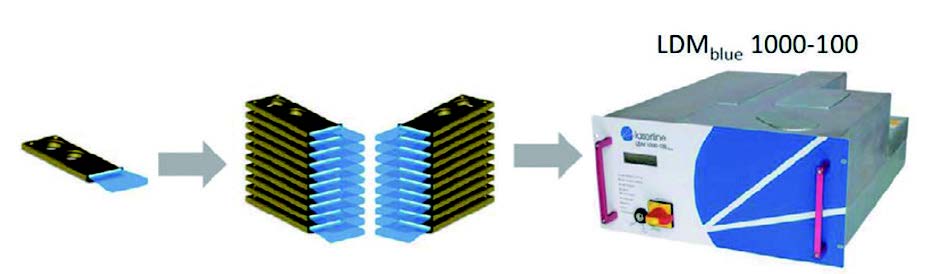
基于经过长期检验的功率调节技术,Laserline用激光巴条来安装、电气连接并冷却散热器上的蓝光激光巴条。传统的单个发射器仅能产生3-5W的功率。每个激光巴条能单独产生超过50W的功率。使用特殊镜组,可以将几个二极管巴条装备成一个二极管堆栈,甚至可以将两个堆栈整合入同一个激光源。这一方法可以实现史无前例的功率调节。
功率为1000W,波长为450nm,光束品质约100mm*mrad的连续出光高功率二极管激光器展示了这一成果。激光束通过1000µm光纤和附有防蓝光镀膜的光学镜组传输到工件表面。蓝光波长范围达到的前所未有的高激光功率,为金属加工开辟了新的应用领域,尤其是铜加工。
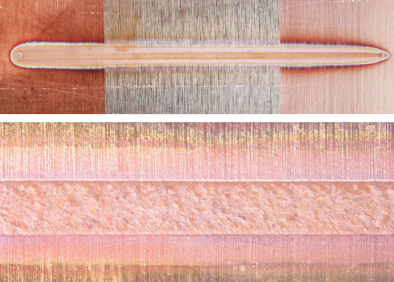
铜材料近50%的吸收率确保了稳定的能量沉积,与1µm波长不同,它不受铜材料表面状况的影响。无论是在刻蚀后的、氧化的,还是经过抛光的铜片表面上进行焊接,焊缝质量都高度均匀。
聚焦位置焊接
除了不同表面的焊接结果,高吸收率还使得铜材料焊接首次以热传导模式实现。和近红外激光深熔焊模式不同,热传导模式不会产生气态金属毛细管效应,并且可以确保薄铜箔的熔池形状精确可控。
热传导工艺稳定的能量沉积避免了深熔焊时由于高压而产生材料被切断和严重的飞溅。这种情况在焊接堆叠薄箔时会产生,可能会由于堆叠薄箔翘曲而出现不可控的间隙。
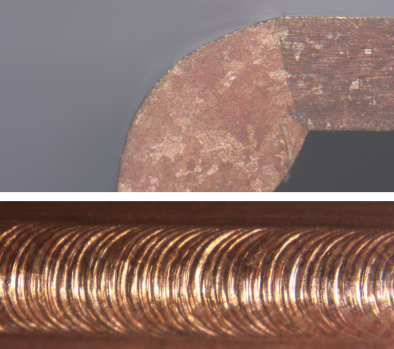
以580W的激光功率和2m/min的进给速率对铜箔堆叠拼焊时,可以生成宽度大于0.8mm的焊缝,焊缝几乎无孔洞,且不会产生咬边。角焊时,激光照射在堆叠薄箔边缘,使其截面大面积熔化并连接在固体薄箔上。拼焊和角焊都可以产生完美的机械连接和很好的导电性。
蓝光激光器波长450nm,激光功率高至1000W,为新的工程设计提供可能性,这基于液态铜熔化时的高度焊缝容差率。和近红外激光工艺不同,液态铜在热传导模式下的熔池十分稳定。稳定的熔池,结合液态铜的表面张力,可以轻松填补角焊或拼焊时的空隙。
和传统搭接焊相比,这些特征为提升材料加工效率提供了新的视角。
□ 本文由利泽莱恩激光技术(上海)有限公司提供
作者:Dr. Simon Britten, Laserline 创新部经理
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录