一年又一年,机械加工零件的复杂程度越来越高了。与此同时,切削加工复杂零件的成本压力也越来越大了。被加工零件的复杂性越高,保证它满足的加工要求也就越重要。由于这些原因,不断提高的新要求和有着干扰性外形轮廓的复杂零件使得装夹和切削刀具难以达到需要加工的加工面,而且还存在很高的刀具碰撞风险。
复杂零件一次装夹
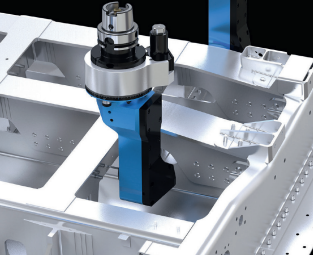
通常情况下在5轴加工中心里能够灵活的完成复杂零件的全部切削加工任务,但复杂零件的特殊轮廓外形有时则妨碍了切削刀具对加工面的切削加工:没有辅助工艺装备切削刀具“够不着”被加工表面了。除了零件的轮廓外形,有时候夹具也会妨碍刀具到达零件的被加工表面。
在这种情况下,辅助工装就成为使刀具到达被加工表面的关键了:例如铣刀的角度头刀柄就能够让铣刀顺利的到达零件的加工面。最典型的应用就是“零件内腔的加工”。在加工零件内腔时经常要用到角度头刀柄。由于这种角度头刀柄的刀具轴线可以旋转一定的角度,因此可以实现垂直于机床主轴的“横向切削加工”。此时,最重要的是:包括角度头刀柄和刀具在内的整个刀具系统在进入零件内腔时能够避免与复杂零件的轮廓相互碰撞。
不同工业分支也需要有不同特性的辅助工装。例如在航空航天工业领域中加工那些不易切削的金属材料或者在汽车工业领域中钻削对角线方向的供油孔等都是众多特殊应用中的两个实例。
根据不同的加工要求要对辅助工装进行相应的配置、调整。标准产品中有许多不同性能等级、结构形式和长度尺寸的角度头刀柄。具有其他特性的改进型角度头刀柄,例如有减速比和增速比的角度头刀柄或者能够喷洒冷却液的角度头刀柄等。
与加工机床连接为一个整体
在精密加工技术术语中,像角度头这种装夹刀具的辅助工装被划归为机床设备和实际加工刀具之间的连接装置类别中。机床制造厂家也认识到这类辅助工装在全面加工复杂零件中的重要性。因此,在许多数控加工中心里都采用了不同的“技术接口”,将机床和辅助工装连接为一个整体。
在特殊情况下需要用专门的辅助夹具将角度头与机床主轴连接到一起。以确保角度头与机床主轴的可靠连接,和最高的精度要求和工艺过程可靠性。
由于常常需要几个生产班次才能完成一个复杂零件的切削加工,加工中心的刀具库中常常不能容纳足够数量的刀具,因此常常在角度头类辅助工装中集成了自动换刀或者一定角度的旋转等附加功能。
有些角度头具有机床坐标系中主要运动轴的功能,而另一些角度头则被数控系统限制为辅助坐标轴。大多数情况下,在生产过程中承担辅助坐标轴任务的角度头都是在机床坐标系现有坐标轴基础上发挥辅助坐标系功能,扩展数控系统的加工性能。作为典型的实例就是简单的90度直角角度头刀柄:它沿机床主轴的Z坐标轴旋转了90度。
角度头的开关控制功能使其能够从正常的主轴旋转状态切换到定位状态。具有这种功能的辅助工装通常都设计成能够无级调节控制的结构形式,利用机械连接的方式满足高精度加工的要求。而具有开关控制功能的角度头只能旋转特定的角度。这类辅助工装的典型应用领域例如是飞机制造业中的弧面零件加工或者在汽车、机床设备制造业中的横向孔加工。
在这种工作情况下,角度头在完成一道工序的加工任务之后会自动转换到下一加工工序所需的角度。在许多工业分支领域中,“具有C坐标轴功能的角度头”得到了非常广泛的应用,而且复杂零件的最终加工结果也满足了经济性的要求。
完成零件的全部加工
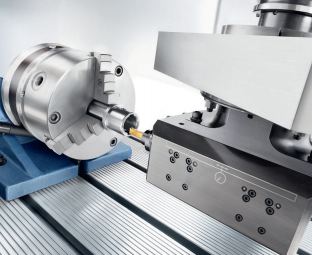
利用辅助工装比以前更加经济的完成平时很少有的复杂零件特殊位置的切削加工是一件非常令人兴奋的事情。例如德国BENZ公司开发的LinTec车床插刀系统就是一个最好的实例。这一系统使用的辅助工装能够在车床或者车削加工中心中完成插刀的插削加工任务。
在偏心轮推杆机构的帮助下,车床驱动轴的旋转运动被转换成直线运动。插刀进入被加工工件孔中,完成插削之后升降装置将零件抬高。升降装置的这一功能避免了在插刀退回时的刀齿磨损和碰撞。
在辅助工装家族中还有许多不同的附加选项。最新的选项就是通过机床主轴直接将冷却液喷射到切削加工点处。这一附加选项使得高强度材料的切削加工更加方便、轻松。也明显提高了插削表面的加工质量和插刀的使用寿命。由于插削过程的全部动力装置都集成在插刀系统之中,因此车床无需插削时的专用排屑装置。这样,不仅可以经济地加工出不同形状的内孔,而且也能够节约资源。
□ 本文译自德国 Werkstatt und Betrieb 杂志
作者:Christopf Zeller
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录