交通技术专业企业Hanning & Kahl公司通过车削加工机床上的车铣复合工序提高了制动器元器件切削的工艺过程可靠性和生产效率。
在瑞士的喜剧艺术家Alfred Selacher先生的那里所有的问题和困难都不值得一提。但机械加工人员却不想遇到任何困难和问题,因为这些东西都会让他们的千辛万苦变得一文不值。事实证明,格言、警句还是包含了一定道理的:在看似山穷水尽疑无路的时候往往会柳暗花明又一村。
总部地址位于东威斯特伐利亚州奥林豪森市的Paul Horn有限责任公司就是一家专门解决交通技术领域中各种难题的专家级企业。来自图宾根市刀具合作伙伴帮助Hanning & Kahl公司解决了制动系统零部件加工中反复出现的工艺过程可靠性不足的问题,并且将制动系统零部件生产过程的产量提高到了一个全新的水平上。而这一切的解决方案就是:在车床上完成铣削加工。
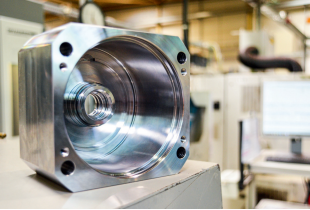
很长时间以来,Hanning & Kahl公司一直有一个非常棘手的问题:生产制造短途运输车辆的制动系统时,车削液压制动助力器壳时的工艺过程可靠性始终不够理想。车削过程中会产生杂乱无章的切屑;为了清理切屑,常常迫使零件加工中断。“我们生产的制动器零部件数量相对较少。在这种情况下停下来清理切屑还能忍受。但我们不想长期这样凑合下去。”公司的车削加工负责人Damian Köhl先生说。杂乱无章的切屑是怎么出现的呢?“加工这种外部为正方形内部为圆柱形的对称回转体时,有一些在车削时必须注意的特殊性。在完成外部四方形轮廓的铣削、预钻了中心孔之后,要根据具体零件的图纸要求车削出深140mm、直径40至140mm的内孔。这时,内孔车削时很大的切削量会导致排屑不畅。再就是刀具磨损很快,明显缩短了车刀的使用寿命。”Köhl先生解释说道。
Köhl先生还说,很大的切削加工量也是后续径向车槽、端面车槽和轴向车槽时的一大挑战:三种不同直径、悬伸长度达140mm的车槽刀具的要进入到非常狭小的空间内车削出结构形状相对比较复杂的沟槽。“为了能够尽快的切除大量的金属材料我们使用的内孔车刀刀片宽度尺寸较大,宽度为6mm。由于悬伸长度较大、刀具承受的切削力也较大,因此往往会产生振动;这也常常导致刀具折断。”Köhl先生说。由于零件材料长切屑的加工特性,会产生杂乱的切屑。上述种种原因都导致了工艺过程的稳定性不够好。
长切屑特性带来的加工难题
“我们加工的零件材料是1.0570号或者St52-3非合金结构钢,是一种使用广泛的、具有正常加工性能的材料。在我们的生产加工任务中,恰恰是它的长切屑特性成为致命弱点。另外,虽然原材料出厂时通过了相应的材质检验,但每一批原材料中的材质成分波动都是无法预测的,同时这也降低了解决方案的成功率。”Damian Köhl先生解释说道。
车铣复合加工带来了成功的希望
每当制动器零件的加工出现在生产计划中时,Damian Köhl先生和他领导的团队就尝试着解决这一问题。从一开始,Köhl先生就和公司的刀具供应商Horn公司一起寻找合适的解决方案。Horn公司的应用技术员Thomas Dück先生是具体与Köhl先生联系的对话伙伴。他说道:“开始的时候我们尝试着用刀具库中现有的改进型车刀来解决问题。但尝试的结果并不理想。”
之后他想到在车床中铣削的办法:“Horn公司生产制造适合于在车床中完成铣削加工任务的高品质铣削刀具。”Thomas Dück先生肯定的说道。作为合格的车削刀具供应商,Horn公司得到了用户们的一致认可;尤其是它们研发生产的车槽刀具,并因此而获得了很好的声誉。很长时间以来,Horn公司业已发展成为成套精密加工刀具的供应商;其中就包括DAHM系列的精密铣刀。
Dück先生清楚的知道许多用户已经在该系列铣刀的应用中获得了很好的成效。他也知道Hanning & Kahl公司有两台可以完成铣削加工任务的多功能车削加工中心,因此他就与Köhl先生领导的团队一起尝试实现在车削加工中心中完成制动器零件的铣削加工。“Hanning & Kahl公司的两台加工中心明显比它现在能够完成的任务要多得多,这完全符合我们的想法。”Dück先生说。
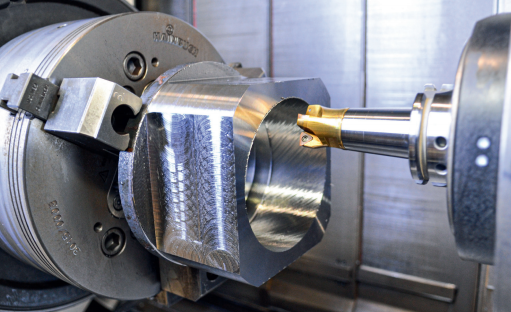
零件中的大空腔以及刀具难以到达的后部通道都可以利用铣削加工来完成。而且最终也完成了这些加工。在最后的精加工中,三支直径分别为50mm、32mm和20mm的DAHM铣刀完成了原来有车刀完成的所有高精度切削加工任务——包括的大直径内腔的铣削加工和轴向沟槽的铣削加工。同时,这些铣刀也完成了周围正方形的外表面铣削。
性能储备
与常规车铣复合加工一样,制动器体的车铣加工也是在一次装夹中用不同的转速和不同的刀具完成全部加工任务的。Thomas Dück先生介绍了车铣复合加工技术的好处——将车削和铣削结合到一起,切削运动是铣削刀具的运动,被加工零件的旋转运动是切削加工时的进给运动。他说:“车铣复合加工技术在这一零件的切削加工中的好处非常明显。在很大切削加工余量的情况下,铣削高进给率的特殊运动学性能比内孔车刀要好得多。铣削出来的是易于排屑的短小碎屑。”
同时车铣复合加工:还可以优化制动器体四个外表面的铣削。“DAHM高速铣刀采用的是一种硬质合金基体,有着创新技术涂层材料的铣刀,其切削刃几何形状能够明显的减小切削力。”Thomas Dück先生说。
这一技术的辅助效应是:在较小的吃刀深度和较高的进给速度下,刀具的使用寿命得到了保证。在这种情况下,机床设备操作者有充足的时间采取预防措施。进一步提高了过程可靠性。
过程可靠性显著提高
Damian Köhl先生对目前的生产状态感到非常满意:“我们不再需要停止机床加工来清理切屑。现在甚至可以实现多机操作:我们的操作者对车铣复合加工可靠的断屑非常放心。这也提高了我们的生产能力–产品质量也得到了明显提高。如今,我们加工一个制动器体的时间缩短了10至15分钟。仅轴向切槽一道工序就比原来缩短了5.5分钟。”
Thomas Dück先生也很高兴看到机床操作者满怀热情,在车铣复合加工项目中一直陪伴到今天。他说:“在项目开始时,我和设备操作者一起确定了车铣复合加工的切削参数。当他相信了车铣复合加工工艺技术之后,他就自己主动的修改一些切削参数,使我们最终得到了比项目开始时更好的加工效果。”
正如Dück先生所强调的那样:车铣复合加工技术原则上也适用于那些被迫使用无铅材料并依赖断屑控制的生产加工中,例如在纵向车床的轴类零件加工中使用。多功能加工中心的操作者也可以考虑车铣复合加工技术在他的生产加工中使用的可能性。
“我对Horn公司的刀具产品非常满意,也对它们提供的售后服务非常满意。在Horn公司车铣技术的帮助下,我们的过程可靠性得到了明显的提高,因此我们决定再投资购买一台多功能加工中心。”车削加工技术专家Damian Köhl先生在称赞其图宾根刀具合作伙伴提出的车铣复合加工解决方案时说道。
本文译自德国 Werkstatt und Betrieb 杂志
作者:Frank Pfeiffffer
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录