为进一步提高齿轮的精度,表面质量,传动质量,降低噪声,可对已切削加工(滚、插、剃)过的齿轮进行磨削加工,齿轮磨削包括用成形砂轮作为磨削工具的仿形法磨齿,以双锥面砂轮,碟形砂轮,蜗杆砂轮等作为磨削工具的展成法磨齿和用珩齿砂轮珩齿等。展成法磨齿主要是根据齿轮和齿条啮合原理,砂轮相当于假想齿条的齿,加工时齿轮的节圆沿假想齿条的节线作纯滚动。
展成磨后的齿轮精度得以提高,由于两者的运动是强制同步进行的,砂轮转一圈,按砂轮头数,工件必须转过几个齿(几个周节t=πm),因此周节精度也高,周节累积误差小。磨齿可以校正提高前道切齿加工的精度,热处理变形使精度下降等问题。为此展成法仿形法磨齿所用的砂轮必须按被加工齿轮要求,在磨床上用修整器精密修整,砂轮费用和须多次修整的费用很高,这是磨齿法的缺点。另外如汽车的驱动部分齿轮,为改善齿间啮合,常将轮齿沿齿向连续地修整成偏置的鼓形,用磨齿方法还很难磨出这种齿形,这也是它们的另一不足。
珩齿加工时,珩轮和被加工齿轮有如剃齿,珩轮以一定转速带动齿轮旋转,齿面啮合点之间产生相对滑动,由于珩轮轮齿表面的磨粒,在珩削压力和相对滑动的作用下,磨下齿轮齿面极薄的一层金属,而使齿轮达到更高的精度和表面质量。珩轮有外齿型,内齿型和蜗杆型三种。可以珩淬硬和非淬硬的各类齿形,其中内齿型的经济用得较多。珩齿时齿轮(Gear)带珩轮(Wheel)转动,加工余量少,属非强制非同步传动,故原有的周节和周节累积误差难以修正,但这种加工生产率高,经济性好,成本低,为用户欢迎,但它的周节精度不高能否补足呢?另外内珩齿轮高精度制造修整较难,能否实现质量高,生产效率也要高,成本又低的珩齿呢?对此三菱公司据此设想,开发出相应的的产品,使珩齿的精度也可以达到磨齿的精度,甚至超过,下面介绍其原理和有关产品。
实际珩齿加工除效率高,成本低这些优点外,加工的表面质量还可比磨齿高,因磨齿后留下的磨痕是在齿向方向,而珩齿是在齿形方向,且会形成压缩残余应力,提高了疲劳强度,使被加工齿轮齿面不易产生裂纹,寿命延长,产生的噪声也小。在这些优点的基础上能否有法改进它的不足呢?三菱公司开发了以下两种产品,效果很好兹介绍如下:
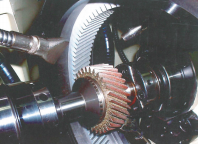
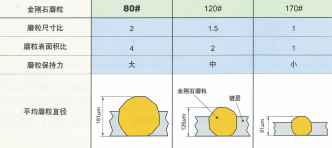
(一)在珩齿前用TRG磨具对齿轮进行预加工。所谓TRG磨具是一种蜗杆状电沉积CBN磨粒磨具。(电沉积是指沉积物溶盐或化合物溶液,经电化学作用而沉积的过程,这过程是在一定的电解质和操作条件下进行的)。它与一般蜗杆形磨具不同,不是整体的砂轮,是利用制造滚刀的技术加工出精密金属蜗杆形钢芯,在其表面上再用高精度的电沉积技术沉积很薄一层超硬的CBN磨粒,钢芯本身精度非常高,不像一般磨具那样必须在专用机床上采用复杂昂贵修整方法制出,用它磨削齿轮,既能校正齿轮的周节误差,又因为采用了能高速连续展成磨削的蜗杆形状,齿形精确,就不需要对它专门地修整了。以上条件再加合理的设计,使TRG磨具的重复安装精度也高,磨削质量高且稳定。它采用较粗的80号磨粒,经验证加工表面质量不低于细磨粒,由于比细磨粒附着力强,寿命长,加工效率高。(图1上)。
它和被加工齿轮啮合旋转的展成磨齿,(图1下图)既可提高了齿轮的齿形,齿向精度,更可提高周节和周节累积精度。在此加工基础上可使以后的珩齿着重发挥其特长,进一步提高齿形精度和齿轮齿面的表面质量。
(二)研制高效并可磨制出特型齿的金刚石修整磨具。高精度内珩轮的制造和修整非常困难,三菱公司也用上述办法先制出一个精密的和要求被加工齿轮一样的钢制齿轮(图2),再在轮齿表面上精密地电沉积金刚石磨粒(图3),用它作为修整工具,使它和珩轮啮合旋转,可高效地方便地修整内珩轮,提高了珩轮的精度。这种修整方法比以往的简单快捷得多,它也和TRG磨具一样,磨粒粒度也采用较大的80号磨粒,可以和细磨粒一样加工出高质量的表面,也由于保持(结合)力强,加工效率提高了,使用寿命也得以延长(图4)。
这种新型的修整工具(磨具),可以修整400-500次,加工10000到20000个齿轮。如果这层磨粒磨损不能用了,还可以重新电沉积新的磨粒,继续使用非常经济非常方便。而且可把它的齿型预先做出能使珩轮能磨出鼓形齿的形状,被加工齿轮在和珩齿啮合滚转过程中,使被珩齿轮齿面珩磨出鼓形,从而解决了特形齿难以加工的问题。
珩齿效率高经济性好,被珩齿轮表面质量高,但是有不足,这些不足通过精密制造的蜗杆形磨具和精密制造的修整珩齿轮的钢芯加精密电沉积超硬磨料CBN和PCD作前加工和修整工具,使以上问题得到较圆满地解决,还能制出鼓形齿,从而有力地促进了高效经济简单的珩齿工艺更普遍的运用和发展。
三菱公司开发的用展成磨削方法所用的CBN电形砂轮和金刚石修整齿轮珩齿的前加工若是剃齿和热处理,珩齿方法是难以修整这些前加工的误差和变形的,用磨削法加工费用又很高。目前三菱公司开发的TRG磨具以它作为珩齿的前加工不但提高了齿轮的精度而且可降低加工成本。所谓TRG磨具(CBN电沉积蜗杆形砂轮)是在蜗杆形基体金属上电沉积CBN磨粒而制成。由于采用能高速连续展成磨削的蜗杆形,它具有很高的周节误差校正能力,又由于精密制作的金属珩磨轮基体,精密的电沉积技术,合理的设计技术,使这个修磨具工具安装重复精度高。用它作珩齿的前加工,保证了齿轮再经珩齿和精度的提高。
磨削齿轮的砂轮必须具有精确的齿形,为此首先需要有精确齿形的修整器(齿轮),把它的精确齿形复制到砂轮上去才能精确高效大量磨削齿轮。修整齿轮是在钢制齿轮形状基体上用电沉积固定金刚石磨粒的修磨工具进行用金刚石砂轮磨削齿面完成对对磨齿砂轮的修整。修整砂轮的寿命据被磨齿轮的精度要求、磨削条件等有所不同。一般一个修整砂轮可以作400-500次修整,能加工10000-20000个齿轮。以后修整砂轮需要在其表面除去旧电沉积磨粒,再沉积上新的磨粒方可继续使用。
□ 章宗城,尚亚国际贸易公司
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录