 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



近年来,人们对车身和底盘结构部件的要求不断提高。 电动汽车更是深化了这一需求,原因在于,车辆因为电池重量的增加而变得更重。在发生碰撞时,车身必须消散极大的能量,而且需要高性能结构部件来吸收能量以确保满足高被动安全标准要求。电池的增加加重了底盘尤其是后轴的负载,因此底盘部件的减重也变得越来越重要。
减轻重量并增强部件功能的方法之一是使用长玻璃纤维增强热塑性塑料(LFT)。到目前为止,尚无 100% LFT 的 部件被用于汽车安全结构(例如:悬架臂),因为它们具有低延展性和猝裂风险。但是,LFT可以与钢一起制成混合部件, 从而结合 LFT 的低密度和高比强度以及钢部件良好的故障保 护性能。
塑料 / 金属混合结构部件通常在两个以上的模具中生产。金属板在一个模具中成型并按需涂上粘合促进剂,然后在第二个模具中用塑料包覆成型(模内装配)。或者,塑料和金属部件在两个单独的模具中生产,然后粘合在一起形成混合部件(脱模后装配)。无论哪种方式,与全钢部件相比, 多道工序、较长周期和高工艺成本都阻碍了混合部件的经济生产。
混合部件的高效生产
出于这一原因,德国锡根大学汽车轻量化设计研究所(FLB)开发了一种新的金属板成型和塑料成型组合工艺(混合成型),该工艺是德国联邦教育与研究部(BMBF)MultiForm 研究项目的一部分。在工艺过程中,熔融的长纤维增强塑料 (LFT)与金属板一起被放置在压模中。在模具闭合时,金属板通过冲压模具和聚合物熔体的压力成型。聚合物熔体在此处被用作活性介质,正如流体机械金属板成型工艺流程一样。各个工艺操作如图 1 的混合压模剖面图所示。
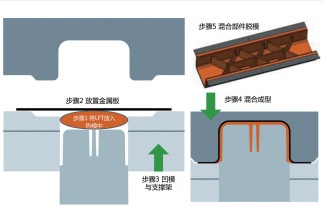
首先,生成 LFT 挤出物并以熔融状态放置在热模中(步骤 1)。然后,将涂有粘合促进剂的金属板料放置在支撑架中(步骤 2)。接着,闭合支撑架形成密封边缘(步骤 3)。然后,闭合模具,使金属板通过冲压模具和聚合物熔体的压力成型。粘合促进剂有利于在塑料和金属之间形成持续的材料连接(步骤 4)。混合部件在模具温度冷却之后脱模(步骤 5)。
最新开发的生产工艺的目标是经济地制造负载导向的混合部件,其重量较轻但与传统金属部件一样可靠并具功能性。更薄的金属板的使用还有助于减轻部件的总重量,因此而降低的刚度和强度可通过更轻的负载导向的塑料肋板来补偿。
模具技术和密封概念
混合部件通过混合成型进行一步式生产,面临的主要挑战在于如何在整个压缩成型操作期间密封模具。为了解决这一问题,FLB 与项目合作伙伴合作开发了多个适用于开放型材(图 2a 和 2b)和周向封闭型材(图 2c)的模具密封概念,并在演 示部件上实施应用。
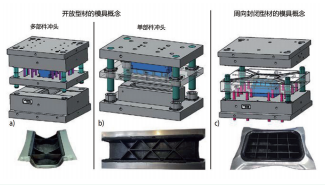
通过为支撑架提供刚性的周边密封边缘,坚固的磨损优 化模具密封得以实现,因而能够防止聚合物熔体在封闭型材(图 2c)的情况下泄漏。金属板所受到的密封压力通过液压拉伸垫控制,这是金属板料深拉伸过程中调节金属流动的标准方 法之一。
在具有开口端的部件(例如:车身侧围和横向构件)的混合成型过程中,模具密封更加复杂。FLB 为此开发并测试了两种不同的概念:在密封概念(a)中,三件式冲头正面安装在推进的气压弹簧上,从而在开放型材上形成无聚合物的密封边缘。这里的金属板压边力也通过气压弹簧调节。在密封概念(b)中, 刚性单件式冲头的端部设有台阶,并且头部的拉伸间隙经过调节后可精确地对应待成型的金属板的厚度。通过这一方式,型材的端部形成了凸边,有助于防止聚合物熔体漏出(图 2)。
由德国马克多夫的 Weber Fibertech GmbH 公司内部开发的一种化合物被用作金属板成型和负载导向的金属型材局部加固的活性介质。该化合物基于德国科隆朗盛集团(Lanxess AG)生产的聚酰胺 6(PA6),并且玻璃纤维粗纱以短切玻璃纤维的形式添加到聚合物熔体中。混配在 D-LFT 机器中进行, 并可用于长纤维增强热塑性塑料的直接加工。
利用图 2a 和 2b 所示的针对具有开口端的型材的密封概念, 厚度位于 0.8mm 和 1.2mm 之间的板材可以通过聚合物熔体的压力完全成型。在试验过程中,首先针对外壳应用使用了易于成型的低强度深拉钢 DX54 和 DC04 进行成型,然后针对车身结构使用了中等强度的冷轧微合金钢 HC220Y 和 HC340。
利用图 2c 所示的针对周向封闭型材的密封概念,厚度 2mm 以内的钢板可通过极具技术挑战性的最大 45mm 的拉伸深度完全成型。
混合部件设计
该项目使用的钢 / 塑混合结构的设计方法分为三个阶段: 首先是基于纯材料狗骨样条(即哑铃型拉伸样条)样品和混合 试样(头部和拉伸剪切试样)的材料选择。用于底盘的混合结 构的技术评估标准主要是高强度、高耐热性和阴极浸涂适用性。 所选 LFT 化合物是含 40% 长玻璃纤维增强物的 PA6。LFT 化 合物 PA6-LGF40 具有良好的制造特性,并且因为经过长纤维 增强,即使在高温条件下也具有高比强度。考虑到 PA6 用于底 盘时会吸收水分,德国埃森赢创工业集团(Evonik AG)生产的 PA610 和 PA12 等高性能聚合物成功经过了测试并可能被用作 LFT 基质。为了确保钢和 PA6 之间具有足够的粘合强度,他们 选用了赢创的共聚酰胺粘合促进剂 Vestamelt Hylink。该粘合促 进剂的适用性在不同的循环气候试验中在 -10°C 至 +65°C 的 应用范围内这些具有热挑战性的条件下得到了证明。
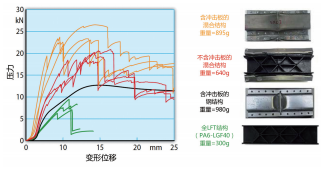
第二个阶段通过混合成型生产了基于横向构件形状的钢 / LFT 结构。该部件的机械性能通过三点弯曲以及静态和动态扭 转试验确定。在三点弯曲试验中,重量比传统的钢冲击板结构 轻10%的混合钢/LFT部件承受住了其两倍的负载(图3)。此外, 混合钢 /LFT 结构表现出了良好的故障保护性能,因为它在负载达到最大值时并未出现脆性断裂。但是,由于钢的延展性问题, 它在试验结束之前一直保持着较高的强度。
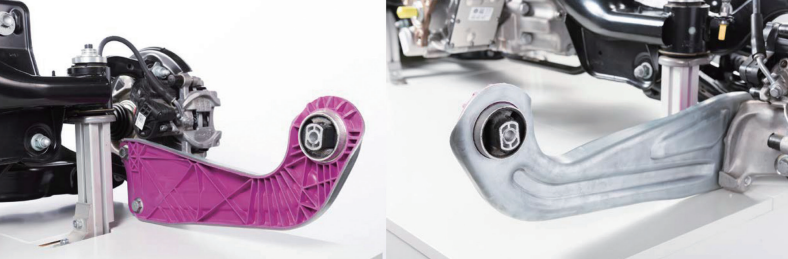
第三个阶段在上述测试的良好结果的基础上研究了通过混合成型生产多连杆后轴纵向控制臂和前轴横向控制臂的可能性并评估了轻量化设计的潜力。

两个悬架臂(图 4)的设计基于拓扑优化,它考虑了各 种与设计相关的静负载情况。在对优化结果进行分析之后, 他们专门针对塑料设计了 LFT 增强物并借助在测试中校准和 验证的材料模型进行了计算。尽管金属板厚度减少,但凭借 负载导向的加强筋,混合部件钢板上的应力比 100% 高强度 钢参考部件上的应力更低。与此同时,其总体重量也减轻了 20%。通过这一方式,纵向控制臂上的钢板厚度从 3.5mm 降 到了 2.0mm,横向控制臂上的钢板厚度从 3.8mm 降到了 2.4 mm(图 5)。

纵向和横向控制臂的生产
在位于德国施瓦本格明德的 voestalpine Automotive Components Schwäbisch Gmünd GmbH & Co. KG 公司对金属板成型进行了模拟之后,用于混合成型的两个控制臂部件的拉伸装置也进行了设计。两个部件被设计成周向封闭的型材,该型材还成功应用在德国锡根大学汽车轻量化设计研究所(FLB) 生产的示范性结构上(图 2)。纵向控制臂的模具由位于德国帕德生的 Sprick Technologies GmbH & Co.KG 制造。
通过混合成型对钢 /LFT 纵向控制臂进行一步式生产由 Weber Fibertech 用附加的 D-LFT 机器(图 5 左)在液压机(制造商:Dieffenbacher GmbH(中文名:迪芬巴赫),德国埃平根)进行。压机速度、压机压力、温度控制、拉伸缓冲力控制以及这些因素之间的相互作用是确保良好的模具密封和裂缝以及板材无裂纹不起皱成型的关键。低强度(DC04)钢种和高强 度(DP800)钢种均可顺利成型(图 5 右)。
混合横向控制臂的生产由 voestalpine Automotive Components 公司在其位于德国施瓦本格明德的工厂用具有拉伸缓冲功能的标准金属压机进行。该模具由 voestalpine Automotive Components 公司制造。如示范性结构(图 2)的生产一样,它们也使用了基于半成品的制造工艺,其中 Weber Fibertech 生产的 LFT 化合物通过红外辐射加热。2.4mm 厚的低强度(DC04)和高强度(22MnB5,冷成型)钢板实现了无裂纹成型。图 6 所示为修边操作之前(横向控制臂)和之后(纵向控制臂)的混合控制臂部件,它们也可以作为使用标准冲孔模的批量生产流程的一部分来执行。

前景展望
通过钢和 LFT 的混合成型,底盘结构部件的重量可减轻约 20%。混合控制臂部件性能的评估是锡根大学汽车轻量化设计研究所(FLB)正在研究的主题。除此之外,该工艺目前已延伸到 5000 和 6000 系列铝合金的半温成型,其目的是显著减轻车身部件的重量。
本文摘自《国际塑料商情》
