最可怕的是孔口处的毛刺;一方面是因为它限制了零件的应有功能,另一方面是因为它很难去除。在使用了 VHB 钻头之后您将可以省略去毛刺的工序。
在孔口处常常会有一些毛刺。为了保障零部件的正常功能就必须去除这些毛刺;例如汽车凸轮轴冷却通道孔口处的毛刺。在许多情况下,常规去毛刺的工具不易达到这些毛刺所在的部位,因此很难清除毛刺、保证工序的可靠性。如果在钻孔时就能够避免毛刺,则能够省略后续的去毛刺工序。因此,在过去几年里进行了各种各样的试验。
钻头的几何参数对毛刺的影响更大
迄今为止的试验一直都集中在确定钻削时最合理的进给量和钻削速度等工艺参数方面,但达姆施达特技术大学PTW实验室的测试表明:钻头的几何参数以及钻头顶尖的刃磨参数对孔口处毛刺的高度有着重要的影响。传统的钻头(直径6mm)在钻削42CrMo4V180时会产生高度1200μm的毛刺,而钻尖处有断屑槽的VHM整体硬质合金钻头在同样的钻削条件下的毛刺高度只有20-40μm。
但是,有一点必须明确:使用毛刺最小的钻头对钻孔质量和钻头磨损有没有不利影响?为此,达姆施达特技术大学PTW实验室的研究人员用两支常规钻头(KB1和KB2)与两种低毛刺钻头(GB1和GB2)进行了对比试验。
所有的钻削试验都是在BertholdHermle公司研发生产的C32U型五轴加工中心里完成的。钻削加工的材料是42CRMoV合金钢,因为这种合金材料在钻削和机械性能两个方面最有代表性。
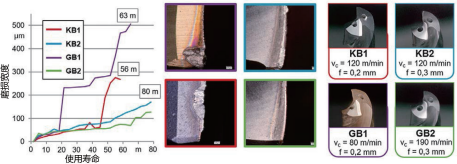
试验时,利用上述孔加工刀具加工通孔,钻削时的冷却使用的是内部冷却(冷却液类型Novamet910,乳乳化液比例8%,压力60巴)。这一试验的目的是:测定VHM整体硬质合金钻头的耐磨性能、孔口毛刺的类型和高度以及所加工孔的质量。图2所示为试验时使用的钻头和各个钻头的钻削工艺参数。所选择钻削参数符合刀具生产厂家根据刀具—材料给出的切削参数。
两种方案得到了相同的刀具使用寿命
耐磨性能试验结束的标准是:刀具使用寿命到达了80.2米(完成了4010个深度20mm孔的钻削)或者磨损痕迹的宽度达到了规定的VBmax=500μm。试验采用的Keyence公司研发生产的VHX-5000型数码显微镜测定钻头后刀面的磨损痕迹宽度。
这些钻头达到的刀具使用寿命也汇总在图2中。KB1钻头在刀具使用寿命达到56m时必须调整钻削参数;因为它所生产的螺旋状杂乱切屑都聚集在钻夹头处,有可能导致钻头折断。
GB1钻头在使用寿命大约63m时的磨损痕迹宽度达到了VBmax=500μm,满足了两个终止条件中的一个。这一钻头在使用寿命达到19m时出现了第一个导致磨损加速的切削刃缺口。而KB2和GB2两支钻头的使用寿命到达了80.2m,出现了连续性的、磨蚀性的磨损。
从这次试验的评估结果中可以看出:相比较,低毛刺钻头的使用寿命与传统钻头相同。但试验中的KB1普通钻头和GB1低毛刺钻头都没有达到80.2m的使用寿命目标。
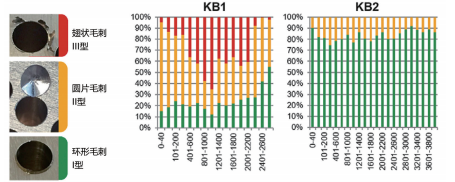
毛刺类型和毛刺高度是评判钻孔时毛刺形成的两个标准。毛刺类型是一个宏观标准:表示孔出口处毛刺特性的标准(参见图3)。毛刺的类型分为环形毛刺(I型)、片状毛刺(II型)和翅状毛刺(III型)。在II型毛刺中,钻削后掉下一个圆片之后在孔口处形成的仍然是一些高度尺寸较低的环形毛刺。在所有类型毛刺中,只有I型毛刺有着较低的、比较恒定的毛刺高度,是可以控制的毛刺类型。
毛刺高度是质量评判的核心
KB1和KB2两支传统的普通钻头加工的通孔孔口有着差异非常明显的不同毛刺类型。通过对所有通孔孔口毛刺的肉眼观察、按照三种毛刺类型的百分比数据分析,可以确定:即便是在钻削工艺条件(工艺参数、材料、钻头的磨损状况)相同的情况下,孔口处的毛刺类型也有着很大的变化和差异。例如,KB1钻头在钻削1000个和1200个孔时只有12%的是环形毛刺,23%的片状毛刺。其余65%的都是很难去毛刺的翅状毛刺(参见图3)。
KB2产生的都是环形毛刺,其中有20%以上的环形毛刺都连着整体的圆片。这支钻头加工的孔口处没有看到翅状毛刺。也没有发现成比例的磨损变化。
在这一试验中,GB1和GB2两支低毛刺钻头钻削的孔口处没有翅状毛刺,片状毛刺也没有粘连在孔口处的现象。由此可知:无论这种钻头的磨损程度如何,它只会产生高度较低的环形毛刺。
随后,小心翼翼的将片状毛刺连接在孔口处的圆片去除,用光学显微镜测量孔口处的毛刺高度。光学显微镜测量到的片状毛刺残留高度是产品研发过程中最经常使用的孔口毛刺特征参数。这也就使得各个不同测试中得到的毛刺高度数据具有很好的可比性了。
图4所示是十个一次钻削孔的孔口毛刺高度平均值。参照所使用的钻头,可以明显的看出来:低毛刺断屑槽钻头有着明显的优势。传统的普通钻头孔口处毛刺的平均值为600μm,而有着断屑槽的低毛刺钻头加工时孔口处毛刺的平均值小于100μm。
两支普通钻头加工后孔口毛刺的高度也有着较大的差异。试验开始阶段(使用寿命2m),KB2钻头的孔口处的毛刺高度为270±50μm,随着钻头的磨损,毛刺高度也提高到了320±50μm,而KB1钻头的毛刺高度则明显的要更高一些:在600±250μm。
低毛刺钻头加工时也有孔口毛刺高度的较大的差异。开始阶段GB1钻头的一部分毛刺高度超过了100μm,而这一阶段GB2钻头的毛刺高度则明显的要低一些。其平均值在30和60μm之间,标准方差为15μm。
孔的质量检查给出了钻头适用性的信息
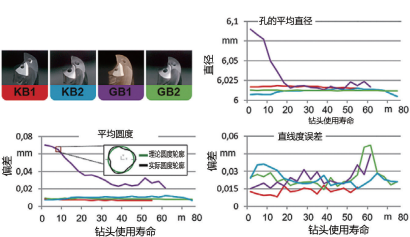
孔的质量以孔的平均直径、平均圆度、直线度偏差为标准,所用的测量设备是LeitzPMM864型三坐标测量设备。孔的质量检查是在刀具使用寿命和刀具磨损检查的同时进行检查的。这样就可以将刀具磨损等不稳定因素的影响直接与钻孔质量联系到一起了。
上述质量指标的每一个检查数据都是10个孔依次测量后的平均值,而每一个孔都在5个不同的孔深位置处测量一个数据。图5所示为不同孔的质量指标与钻头使用寿命之间的对应关系。
很明显:GB1钻头在钻削过程中的平均直径和平均圆度曲线与其他钻头的曲线有着明显的差异。这是因为GB1钻头在钻削过程中出现了摆动:钻尖在钻削过程中出现摆动运动,而摆动运动的方向与钻头钻削运动的方向相互垂直、正交,叠加上钻头本身的旋转运动而加工出了多边形的孔—孔的形状严重偏离了孔的理论圆度轮廓,并且使孔的平均直径加大。随着刀具使用寿命的增加,这种效应明显降低了。由此可以得出结论:钻头的磨损抑制了刀具的摆动。由于GB1钻头的钻尖带有断屑槽,不利于孔的钻削,因此产生了摆动运动。但这不是具有普遍意义的现象,在GB2中就没有出现这种情况。
低毛刺钻头在整个寿命周期内都会产生较低的孔口毛刺,因此能够可靠的在工业生产环境中使用这种钻削刀具。但这种钻头的顶角刃磨,也就是切削刃范围内的刃磨有着非常重要的意义和影响。例如GB1钻头的顶角刃磨不理想,钻出的孔质量很差,而GB2钻头加工出来的孔质量却很高,由此可以得出结论:有着合理顶角刃磨的低毛刺钻头可以达到常规普通钻头的孔加工质量水平,同时降低了孔口毛刺的高度,减少了后续去毛刺的工作量。
□ 本文译自德国 Werkstatt und Betrieb 杂志
作者:Eberhard Abele,Adrian Meinhard 和 Marcel Volz
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录