虽然不知道是谁最早提出了用于3D渲染的打印机理论,但据专利审查显示,韦恩•斯温森(WynSwainson)(美国专利号4,041,476)早在1971年就开发了一种3D方法、装置和产品—通过使两个辐射光束在介质中相交,三维图形在具有两个活性组分的介质中原位成形。之后在1984年,查克•赫尔(CharlesHull)提出了立体光刻机(SLA)概念(美国专利号4,575,330),公开了一种通过立体光刻技术生产3D物体的装置,而这也成为了赫尔创立的3DSystems公司的核心技术。接下来在1989年,斯科特•克伦普(ScottCrump)发明了熔融沉积成型(FDM)技术(美国专利号5,121,329)并创立了StratasysInc.,从而将该技术推向了市场。这两家公司后来都成为了3D打印和快速成型领域著名的公司。
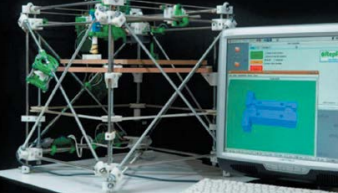
三十年后,3D打印机分层技术开始出现。一个网络驱动项目基金会被创立来利用开放式社区投入开发增材制造系统和软件。英国巴斯大学通过拨款获得资金,并通过GNU自由软件许可证开放了知识产权。该项目被命名为RepRap项目,它激发了公众对3D打印未来的无限热情。在1.0Darwin机型(图1)的试验过程中,面对基于网络开发能够自我复制的3D打印机(一种可以打印“后代”打印机的打印机)的挑战,多代产品被创造出来。正如新闻报道所宣称的那样,这一结果引起了全世界的极大关注,因此开发以常见材料为打印原料的低成本打印机系统成为了新的探索和众望所归。
设计流程
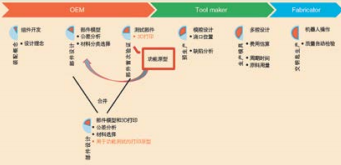
针对装配部件设计流程,3D打印为设计工程师提供了创建测试用组件的新方法。如图2所示,工程师使用的可制造性设计(DFM)流程经常面临复杂性的挑战。OEM制造商、模具制造商和部件制造商之间的协调使之变得更加复杂,因为沟通、时间和成本是将产品推向市场的关键因素。如图2所示,设计工程师构建了一个部件模型,然后该模型被发给模具制造商来制造用于生产原型部件的预生产模具。这个流程需要耗费数周时间和数万美元。当然,原型部件组装之后还需要进行测试,如果故障发生,部件需要重新进行设计,此外还必须建造新的原型模腔,时间和金钱损耗再次产生。
稳定可靠的3D打印机的出现提高了设计过程中的这两个步骤的效率。设计工程师构建好部件模型之后可将其发送给3D打印机绘图软件进行快速原型设计。部件打印仅需数小时,并且成本更低。在这种情况下,工程师可以选择多个部件设计进行打印来获得最佳设计。图2展示了两个步骤的合并。因为部件设计的责任(包括设计权限)转移回了OEM制造商,向其他方或公众发布知识产权的担忧也随之减轻。OEM制造商发布设计之后,模具制造商即可专注于生产模具的模腔设计。3D打印的出现为制造流程中的“快速市场化”带来了新的理念。
背景
随着3D打印工艺中的物料处理技术的改进,多家公司开发了用塑料细丝原位熔融进行3D部件成型的方法。这种技术也就是所谓的熔丝制造(FFF)成型法。从原型设计的角度来看,这些材料适用于外形和装配测试,因为打印机可以精确地生成所需尺寸的型材,但打印的产品通常无法在功能评估阶段使用。早期的塑料细丝在室温下是刚性的。首先,其目的是提高这些机器使用更高温熔融塑性材料的能力。然后,再创建能够生产全刚性结构部件的3D打印机。这对于全刚性结构而言非常实用,但是,对于某些组件而言则是一个挑战。例如,如果组件的功能是输送流体,那么刚性部件之间的密封则变得极为必要。首先,必须通过二次加工用胶水、填料或作为弹性材料的油脂类材料手工密封接头和底座来增强刚性设计。打印易弯且尺寸易变化的软弹性体材料则是下一代打印技术的目标。
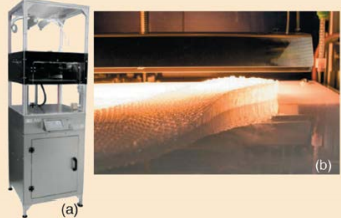
因此,利用3D打印软弹性材料来提供流体密封以及其他功能评估手段正在努力之中。例如,如图3所示,这种刚性闸阀由刚性结构完美构建。但是,由柔软的弹性材料制成的3D打印法兰密封(图4)能使该阀门通过流体压力测试来开发阀门的功能特性。许多部件的后续迭代将能快速3D打印,因此设计工程师能够快速优化设计而无需构建塑料或橡胶模具。
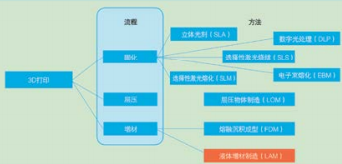
在此过程中,多种其他3D打印方法被开发出来。如图5所示,3D打印流程可分为三类:固化、层压和增材。公认的方法有七种,但更多的方法正在开发之中。本文将重点介绍一种近期得到认可的液体增材制造技术(图5中的红色LAM)。
据报道,3D打印首次使用的软弹性材料是热塑性弹性体(TPE或TPU)。这些热熔物可被制成细丝,然后在打印过程中熔融并重新成型,就像刚性塑性材料一样。它们非常适合FFF打印方法。由于使用温度的限制,热熔弹性体适用于100°C以下的温度。因此,切实可行的方式是寻找那种适用于更高温度的热固型橡胶材料。热固性材料对热敏感,因此不能先熔融再打印,否则它们会在铺设之前先凝固,最后导致打印困难。解决这个问题的方法是从室温液态热固性材料开始,这样子铺设之后即可固化。
液态打印对于热固性技术而言尤其特别有用,因为热固性材料对预热敏感,可能导致焦烧,在打印时出现熔接痕。热固性材料在交联工艺开始时会停止流动并导致打印机堵塞或产生畸形部件。在不熔融的情况下,LAM3D打印必须选择粘度相对较低的聚合物材料。如前所述,扩大弹性体的温度范围也很有用。因室温下的可流动粘度和快速加成(铂催化)热活化固化系统,硅胶—具体来讲是液态硅胶(LSR)尤其适用。
从2016年开始,GermanRepRapGmbH就已经认识到了这些问题,并且开始研究如何通过LAM技术使用液态聚氨酯(PU)。通过专利申请(WO2018087293)的3D打印平台(图6a)通过静态混合头计量A部分和B部分,并通过加热平台和顶置加热灯(图6b)为固化提供热量。通过与陶氏有机硅(DowSilicones)合作,一种液态硅胶(LSR)被开发来适应这种打印机配置,接下来才能在装配设计所需的温度条件下进行功能测试,例如汽车、航空航天和化学等注重耐热性和耐流体性的行业。
试验
问题陈述
原型是为了测试概念或工艺而构建的早期产品样本,它也可以用作要复制或学习的对象。原型通常用于对设计进行评估来提高功能的精确度,并且是确定和评估理想原料的步骤之一。原型设计的难点在于设计工程师希望能够快速可靠地测试概念。在用柔软的弹性体状硅胶制造部件时,首先必须建造能够在压模机中热固化材料的模具。因此,制造原型部件进行测试通常需要数周时间。所以,更理想的方式是通过3D打印机使用高性能材料(例如:液态硅胶(LSR))快速可靠地制造设计部件。
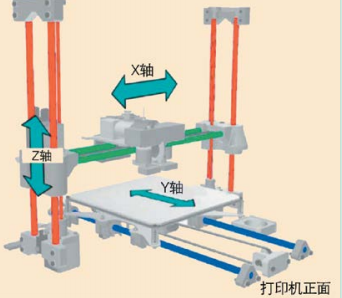
这就是评估的问题陈述:为了快速生成3D打印的功能原型,人们必须依赖于3D打印LSR部件具有与模制LSR部件相同的物理特性的假设。设计工程师希望通过功能验证来证明打印部件的性能与模制部件类似。在打印领域,该问题也呈现三维性,因为必须考虑到3D打印机的X-Y-Z坐标。图7详细说明了打印的坐标。打印机沿着X和Y方向移动分配头而不像平台一样沿着Y方向移动,但是图示确实显示了移动坐标的关系,打印头可通过编程按坐标移动。
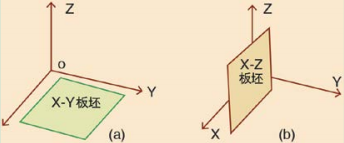
针对可能与注塑成型部件性能相似的3D打印原型,实验对X、Y和Z方向上打印的基于ASTM板坯(ASTMD412)的标准试样进行了测试和比较。如果打印原型与模制部件的性能相似,则该假设将被证实。图8a和8b详细描述了3D打印板坯的配置来说明这个实验。X-Z板坯使用轻微的S曲线配置使其在打印过程中保持直立(图中未显示)。试验还对这两种板坯配置的细珠间粘合和层间粘合进行了研究。
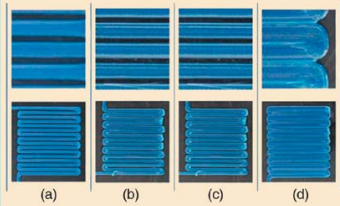
在液体增材制造(LAM)过程中,打印机在每一层铺设连续的细珠。图9所示的打印方向说明了直线填充的情况。需要注意的是,方向、细珠厚度、细珠间距和分层重叠均是优化打印的重要因素。如图9d所示,当材料一起流动时,细珠间和层间的粘合性达到最佳。
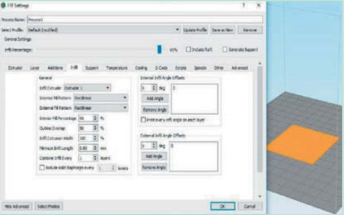
图10所示为关于打印方向的软件输入数据。用户能够设置内部和外部填充方向。针对此次研究,层型在所有情况下(x轴方向)都设置为零度。研究结果发现,当连续层铺设成与偏移方向平行时,细珠的粘附力更强,也就是当细珠全部对齐并且顶层填充下层细珠之间的凹槽时。这种情况下使用较高的填充百分比是有意义的,因为以大于分配头线性行程的速率挤出会导致溢流。这些设置可通过提供最佳打印配置来获得最佳外观和功能表现。
样品
针对实验,ASTM板坯和按钮用同批LC3335LSR打印和模制并进行了测试(图11)。按钮(图11b)按ASTM典型尺寸(ASTMD395)打印。拉伸试条(图11c)用ASTMD412模具从打印板坯(图11a)上切下。从模制板坯上切下的拉伸试条也使用相同的模具。因此,这些方法是相同的,它们都能够消除来自不同工序的问题。
评估的材料
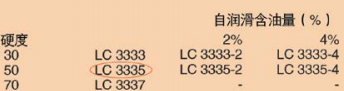
在寻找最适合3D打印的材料时,正在申请专利的陶氏有机硅公司的Evolv3D材料被选中用于此次研究。该材料有多个变型,但LC-3335作为中等材料被选中并且是表1材料组的代表材料。
材料特性
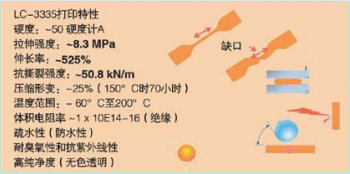
LC-3335被选中是因为其可热固化的物理特性,其打印特性如表2所示。这种LSR双组分铂固化材料从各个方面来看都是注塑成型操作中常用的典型LSR。
该LSR是业内常见的许多商用LSR产品的类似物,但其独特的固化能力使其非常适合LAM3D打印。
检测结果
各向异性研究
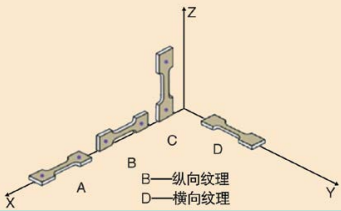
该研究用标准ASTM打印样品和模制样品进行了比较。研究开始之后,我们意识到我们需要切割可用于比较打印方向的拉伸试条(图12)。根据我们所选用于打印板坯的方法(图8),因为考虑到各向异性行为,并且如ASTMD412规范指出“切割板坯时应使试样的纵向方向平行于其纹理方向”,切割方向为纵向纹理(A和B)和横向纹理(C和D)。这一标准通过定义纹理方向表明了板坯内存在聚合物取向。取向度被认为是聚合物的结晶度,并且其方向不同程度地影响着性能。聚合物取向度(结晶度)可通过研磨操作或注塑成型期间的材料流动来确定。在打印过程中,我们以非常明确的方式分配材料,特意如前文所述按X、Y和Z坐标对齐打印头。
各向异性特征可通过任意方向上的弹性常数杨氏模量和泊松比来评估。马林斯效应也被用于研究颗粒增强硅胶中的感生各向异性。此次研究确定了应变能取决于纹理方向。以该研究为基础,3D打印研究将包括断裂拉伸强度、断裂伸长率和抗撕裂强度(断裂时)等最终性能。
关于打印LSR各向异性特征结果的侧面研究详见图13。从中我们可以看到A和B、C和D两个分组分别代表了纵向纹理(平行)和横向纹理(垂直)的差异。最终特性说明了这一效果。需要注意的是,打印样品横向纹理(C和D)的最终性能明显少于纵向纹理(A和B)。这一结果在意料之中,因为值得注意的是,由于打印头特定的移动方向,纹理方向明显。这些在打印部件设置时都是非常重要的考虑因素。
GermanRepRap可通过软件输入数据(图10)在打印过程中方便地进行部件取向。用户可通过该软件选择填充方向。从实际情况出发,有些想法应该用在最终将在生产模具中生产的注塑成型部件上。浇口位置将决定纹理方向,因为流动路径以及纹理方向将与流动方向一致并与纹理方向平行。由此可以得出结论,与LSR注塑成型一样,打印部件取向仅取决于各向异性特征。因此,结论是打印部件与注塑件具有相似的表现。
X-Y和X-Z打印方向研究
Z打印方向代表着层间粘合,它与X或Y方向上的细珠间粘合存在物理上的不同,主要是因为LAM3D打印机头的作用。打印头一次铺设一层。每一层由直线运行的多个细珠组成(图9d)。每层细珠的重叠部分必须汇流结合在一起,并在加热和固化之时粘合。当所有细珠都铺设好之后,再在每个连续层上运行加热灯。接着需要注意,固化以及细珠间粘合是通过将相邻未固化的细珠固化在一起来完成的,而上一层则铺设在已固化那层的上面。因此,X-Y板坯的加热固化历史与X-Z板坯有很大不同。打印X-Y板坯需要更长的时间来构建下层,而打印X-Z板坯时,加热灯的经过频率要高得多,大约是70:1的比例。
由于X-Y打印与X-Z打印的感知差异,我们不易知晓细珠间粘合是否与层间粘合等量。注意到这一问题之后,出现了一个令人惊讶的结果,由于LC-3335在热固化系统中具有独特的固化特性,固化粘合反应不会受到这些热历史差异的不良影响。X-Y与X-Z打印ASTM板坯样品都表现出非常好的物理性能一致性(图14)。这些线在所有顶点处重叠,表明细珠间粘合和层间粘合时存在相同的多向粘附,因此可以假定该LSR与相邻表面粘合并非取决于该表面是否固化。当然,将LSR硅胶包覆成型于预固化LSR基材上在工业中得到了广泛应用,因此传闻有证据表明这一结果得到了其他方法的支持。
假设细珠间粘合性以及X,Y、Z方向上的打印层间粘合性不变,打印效率将得到提高,因为它能够通过选择部件方向获得最佳打印速度而不用担心影响打印部件的功能性。这也表明打印部件强大的物理特性并不取决于打印机平台上的部件方向。各向异性问题仍然存在,因此,部件的取向最好选在注塑成型部件预期的浇口位置。
打印与模制物理特性研究
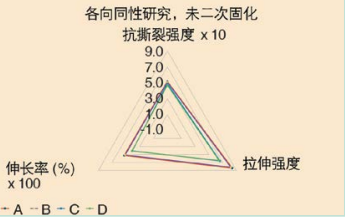
在以下的雷达图中(图15-19),红线代表模制样品的特性。绿线代表沿X-Y方向打印的板坯,蓝线代表沿X-Z方向打印的板坯。绿线和蓝线画在红线之上。通过以这种方式绘制的雷达图可以快速浏览这许多特性,其中代表模制样品的红线出现在图表上表明模制样品与打印样品的特性不同。如果在图中看到红线则表示打印样品与模制样品不同,没有看到红线则表明性能一致。
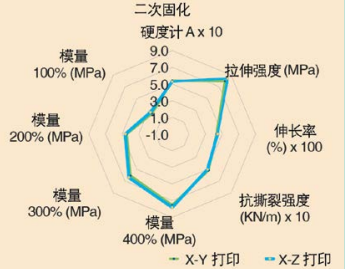
如图15所示,未二次固化的评估结果表现出一些细微差异(红色模制线与绿色和蓝色线分离),其中模制的拉伸和模量性能较低而伸长率较高。这一结果表明打印板坯的固化程度优于模制板坯的固化程度或者打印板坯的露天固化能够去除一些在LSR非加压加热期间释放的挥发物质。
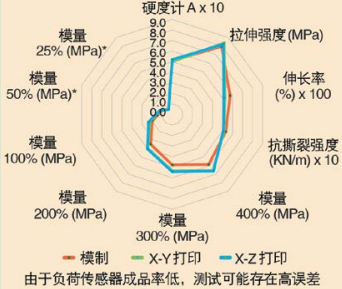
一般来说,未二次固化的物理特性一致,但在200°C的条件下二次固化四小时之后(图16),性能相当一致。代表模制特性的红线被绿线和蓝线覆盖。因此,二次固化性能确实表现出良好的物理特性一致性。
图15和16代表着从未经受过加速热老化的模制和打印物理性能。与许多可用于3D打印的材料一样,即使受热100°C,该材料也可能熔融或质量受到严重影响。3D可打印LSR材料的一个重要功能特征能够承受高达200°C的持续温度。因此,下一系列图(图17-19)对样品在空气和沸水中的热稳定性进行了比较,以此表明打印材料与典型热熔塑料弹性体(TPE或TPU)相比是更优质的材料。
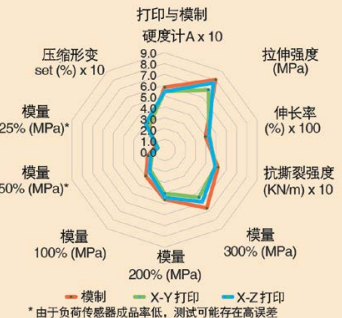
标准ASTM(参考ASTMD412和ASTMD395)测试通常将150°C的热老化温度视为硅胶常用测试温度(参考ASTMD2000)。图17所示为在150°C下暴露70小时的二次固化ASTM板坯和按钮。这一系列测试还对压缩变形进行了评估。压缩变形通常用于确定橡胶材料的固化状态。一般认为,压缩形变与固化状态之间存在负相关关系。接着还提出了比较打印与模制按钮的压缩形变的想法。图11b所示的打印按钮对比模制按钮进行了评估,其尺寸满足ASTM要求。X-Y的压缩形变值为26%,X-Z为30%,模制板坯为25%,这些结果均在典型的试验变化范围内。因此,可以假定打印板坯的固化状态接近于模制状态,并且在低温时表现出类似的密封性能或压缩性能。打印和模制板坯的其他物理特性看起来都很接近,正如被蓝线和绿线覆盖的红线所示。
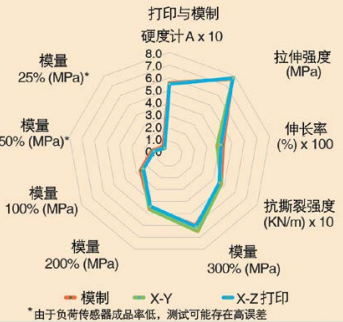
在200°C的条件下热老化70小时的结果如图18所示。即使达到了硅胶的使用温度极限,打印和模制板坯的性能也相当好,因为红色位于蓝线和绿线之下。
沸水浸泡表现比较如图19所示。同样,与模制样品相比,LC3335LSR打印样品表现良好。仅有少数红线位于绿色和蓝色线之下,表明两者在各方面都有类似的表现。因此,LSR的表现符合预期,它还能够在使用温度范围内用作各种功能原型,甚至适用于注塑成型LSR部件常用的沸水浸泡环境。
结语
此次研究利用液态硅胶(LSR)通过被称为液体增材制造(LAM)的新工艺对这种3D打印机技术进行了评估。装配、外形和功能通过ASTM板坯和按钮的并排进行了评估,XY和XZ打印配置的3D打印表明了LSR在细珠间和层间物理性能表现方面的各向异性质量。
考虑到X、Y、Z方向上的坐标,可以确定打印样品具有模制样品类似的特性。该假设得到了证实,可热固化Evolve3DLSR的打印性能确实能够匹配模制性能。另外也证实了打印的各向异性因素与模制相同,而且浇口位置产生的流线(颗粒)类似于打印的编程方向(图20)。与模制板坯相比,打印板坯细珠间粘合和层间粘合充分,表现出良好的物理性能。空气和沸水中的热稳定性也经过了研究。使用这种特制LSR(LC3335)的打印机在高达200°C的使用温度下表现非常出色。打印ASTM按钮的压缩形变与模制按钮类似,其值与模制样品相比差异小于5%。
此次研究的结论是,这项最新技术对于设计工程师来说非常有用,它能够通过液态硅胶快速可靠地生产原型部件。打印LSR部件类似于通过注塑成型工艺大量生产的LSR部件。确定原型部件的性能等同于大批量生产工艺生产的注塑成型部件的性能之后,设计工程师将能够利用打印LSR原型部件进行全方位可靠的评估。
本文翻译自RUBBER WORLD杂志
作者:Rick Ziebell,Felipe Escamilla
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录