PcBN多晶氮化硼材料以其高温时的高硬度而著称。因此,它常常作为一种切削刀具的材料、以可转位刀片的形式用于超硬零件的加工、铸铁零件以及超高强度合金零件的加工。可转位刀片最终的几何形状和尺寸是利用工具磨刃磨加工后形成,后刀面的磨削决定了可转位刀片切削时的切削参数,而可转位刀片的磨削过程对切削刃的锋利程度和后刀面的表面质量有着持久性的影响。
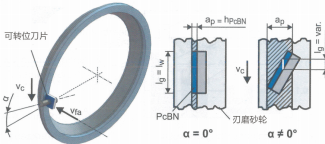
大多数情况下,可转位刀片后刀面的磨削是沿着刀片侧面横向进给的平面磨削加工,磨削方向与可转位刀片的切削刃平行,换句话讲:刃磨砂轮的进给方向角度为0度。最常使用刃磨砂轮是碗型金刚砂砂轮,它能够磨削出很高平面度的后刀面;因为它是用碗型砂轮的端面进行磨削的。但高价格砂轮的磨损也是非常严重的:砂轮的磨削损毁比PcBN多晶氮化硼材料的磨削要严重的多。典型的磨削表面质量在G=0.1~1的范围之内。
更大的磨削面积
在汉诺威大学IFW制造技术和机床研究所的试验中对刃磨砂轮进给方向角的变化是否会影响可转位刀片的磨损、影响被加工零件的表面质量进行了研究。在实现这一研究目标的磨削试验中采用了几种不同的刃磨砂轮进给方向角度对可转位刀片的四个后刀面进行磨削;其中,第一组后刀面磨削时刃磨砂轮的进给方向角度为0度,也就是平行于刀片切削刃的方向磨削后刀面的;在另一组后刀面的磨削时的刃磨砂轮进给方向角为30度,即:刃磨砂轮与可转位刀片的切削刃之间有30度的倾角,并保持这一倾斜角度切入PcBN多晶氮化硼刀片的后刀面(参见图2右侧的示意图)。
每一个可转位刀片的后刀面都分四次进行磨削、每次磨削的吃刀深度为50μm。这样一来,一个可转位刀片的四个后刀面共需磨削16次。试验中使用了两种不同规格的PcBN多晶氮化硼材料,每一种都进行了三次重复试验,以便得到可靠的试验结果。这两种规格为:(A)型为厚镀层PcBN多晶氮化硼可转位刀片,cBN立方氮化硼的含量比例为75%,晶粒粒度4μm;(B)型PcBN多晶氮化硼可转位刀片的cBN立方氮化硼的含量比为82%,晶粒粒度为15μm。
改变砂轮进给方向
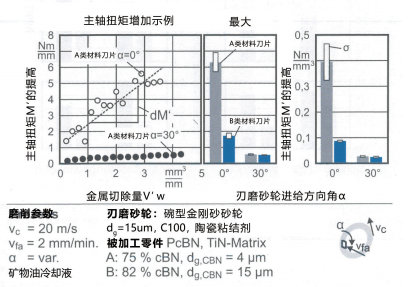
按照工业生产环境中最常见砂轮磨损情况的试验:试验过程进行了参数设置,使得主要的磨损机制是由对微晶粒钝化引起的微观磨损和砂轮粘结剂碎裂引起的宏观磨损。试验时的磨削速度Vc为每秒钟20m,轴向进给速度Vfa为每分钟2mm(图2左侧)。
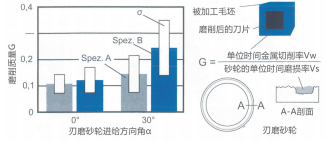
评判刀具磨损情况的标准是磨削质量指标G和根据主轴扭矩M'测定的磨削宽度ap。在测定砂轮材料宏观磨损的质量指标G时,根据千分尺测量得到的可转位刀片磨削前后的尺寸差异来确定总的磨削量。
在确定砂轮磨损量时,是利用共聚焦白光显微镜对刃磨砂轮磨削前后的表面形貌进行3D检测来确定其磨损量的大小。砂轮磨削前后检测点处的表面形貌差异也有助于总磨削量的计算(图2右侧)。
刃磨参数相同时,主轴扭矩M'的提高也就意味着磨削过程中的阻力提高。这也是砂轮磨粒磨损的一个标志。因此,刀具磨床的主轴传输扭矩也可以作为一个衡量砂轮微观磨损的指标。在试验过程中,利用刀具磨床的数据总线和拉森天时集团公司开发的ToolScope加工过程监控系统将刀具磨床的主轴扭矩传输出来。另外也在试验过程中检验、测定随磨削量增加而提高的主轴扭矩M'的增长率。
可转位刀片磨削后测定的后刀面表面粗糙度Rz和可转位刀片切削刃的平均锋利度rk是评判刀具磨削质量好坏的评判标准。这两个评判标准是按照每一个可转位刀片四个后刀面磨削的结果确定的。
试验结果清楚的表明刃磨砂轮进给方向的角度对刀具磨损有着明显的影响。图3所示是A种微晶氮化硼PcBN材料可转位刀具在砂轮进给方向角为0度和30度时的工具磨床主轴输出扭矩的比较图。在砂轮进给方向与可转位刀片切削刃成30度角时,刀具磨床主轴的输出扭矩提高幅度减少了80%,同时也观察到了有着较低的最大输出扭矩。因此可以导出这样的结论:砂轮进给方向角从0度变化到30度时的微观磨损明显的减少了。
试验测得的磨削质量也证实了这一结果。图4为宏观磨损试验结果的汇总,从图中可以看出:砂轮进给方向角从0度提高到30度时磨削质量指标G提高了50%至250%。
多磨粒参与磨削
对这种相互关系的解释是:参与磨削过程的刃磨砂轮颗粒数量对于磨轮的磨损多少有着重要的意义和作用。当按照刃磨砂轮进给方向角0度刃磨可转位刀片后刀面时,也就是沿平行于可转位刀片切削刃方向进行刃磨时有着较低的磨削宽度ap以及相应较小的磨削厚度hpcBN,而在砂轮进给方向角为30度角时,则有着更多数量的砂轮颗粒参与了磨削。这也就是说:有更多数量的金刚砂砂粒参与了切削。在这样的磨削过程中,每一个砂轮颗粒的磨削量都非常小,因此也明显的降低了各个砂轮颗粒的磨损进程。
砂轮进给方向角的另一个有益作用是:刃磨砂轮磨削时砂轮颗粒的几何接触长度Ig减少了(参见图2右侧)。而在刃磨砂轮进给方向角为0度时,磨削过程中砂轮颗粒的接触长度Ig就相当于沿可转位刀片切削刃的边长Iw。试验中,刃磨砂轮的边长Iw平均值为13.1毫米。在砂轮进给方向角30度时,接触长度Ig相当于两倍的PcBN多晶氮化硼层的厚度–减少了80%以上。
刃磨砂轮磨削方向的变化对质量指标没有明显的影响。但却可以将评判标准的方差减少20%以上–这是一个明显进步。图5左侧表示的不仅仅是两种类型PcBN微晶氮化硼材料刀具的平均粗糙度,而且也表示出了各个表面质量特征值的平均偏差。A型PcBN微晶氮化硼材料可转位刀片检测到的微观不平度十点高度Rz值比B型PcBN微晶氮化硼刀片的要低一些。这是因为B型微晶氮化硼材料刀具的cBN氮化硼晶粒粒度要大一些的原因。
在切削刃锋利度和切削刃的尺寸方面也能看到类似的情况。图5右侧不仅给出了可转位刀片切削刃的平均锋利度rk值的方差,而且也给出了各个测量结果的标准偏差。当刃磨砂轮进给方向角为30度时,切削刃棱边的锋利度不比平行切削刃时有明显的提高。相比之下,在磨削B型微晶氮化硼可转位刀片的切削刃时,切削刃锋利度的检测结果的方差则减少了40%。
与A型微晶氮化硼检测结果的方差相比较,B型微晶氮化硼检测的方差较大,这也与有着较大的微晶颗粒粒度有关:在切削刃处,cBN微晶氮化硼颗粒处的金属材料含量不多。在磨削接触表面,某个cBN氮化硼颗粒承受了很大的峰值载荷、以至于有可能将氮化硼颗粒从切削刃棱边上剥离下来。这样的cBN氮化硼颗粒的缺失也会将颗粒粒度直径巨大的颗粒直接剥离下来,因此比小直径颗粒对切削刃锋利度的影响更大。
另外,面对被切削材料、承受较大负载的cBN氮化硼颗粒得到了有力的“支撑”。这也就避免了cBN氮化硼颗粒承载时蹦碎、剥落,也就减少了切削刃的平均锋利度rk值的方差。尽管当cBN氮化硼颗粒直径很小时也有这种效应存在,但它的作用已经相当微弱了。
刀具刃磨质量提高800%
试验研究的结果表明:在可转位刀片的刃磨过程中,当刃磨砂轮进给方向角为30度时可以明显的提高刀具刃磨的生产能力,并能得到相同的、甚至更高的刀具刃磨表面质量。未来,将继续研究不同进给方向角变量时的刀具刃磨机理以及参与刃磨的微晶氮化硼颗粒数量对刀具刃磨质量有什么样的相互作用,最终目标是:与当前的技术水平相比较至少将微晶氮化硼刀具的刃磨质量提高800%。
□ 本文译自德国 Werkstatt und Betrieb 杂志
作者:Berend Denkena,Thilo Grove 和 Dominik Müller-Cramm
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录