激光辅助加工技术开辟了加工超级合金或者陶瓷材料等难切削材料的新途径。Furtwangen 大学的 KSF切削加工研发中心研发的这项技术使得激光形成的微观结构很容易通过机械加工的方式去除。
激光辅助加工技术(LaserAssistedMachining,简称LAM)能够用来加工新材料,例如超级合金材料、技术陶瓷材料和陶瓷合成材料等因为本身导热性能很差而难以切削的材料。在降低了切削加工时的切削力和切削温度的同时,也提高了刀具耐用度。
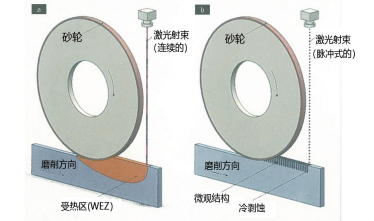
Furtwangen大学的KSF切削加工研发中心尝试着在金属切削加工中使用超短脉冲激光技术。这种技术与常规的激光切削加工技术不同:常规的激光切削加工是激光束直接照射在切削刀具切削点之前,加热被加工零件材料,使其强度降低。而KSF研发中心方案的优点是:有目的地设置、调整脉冲激光束的参数,使脉冲激光束在零件表面形成的“材料损失”明显小于冷剥蚀的材料损失。脉冲激光在零件表面形成的微观结构可以通过后续的铣削或者磨削全部去除掉(参见图1)。
激光辅助磨削
KSF研发中心开发了利用超短脉冲激光技术的LUS激光辅助磨削技术(参见图1b)。在磨削工序之前,由皮秒激光器首先在零件表面加工出相应的微观结构。皮秒激光器发射出的超短脉冲激光在被加工零件表面烧蚀出一些有着规定几何形状的沟槽和凹痕形式的缺口。其中,这“规定的几何形状”可以利用激光射束的参数设置进行调节。除了沟槽、凹痕的几何形状之外,超短脉冲激光射束产生的热软化也可以利用激光射束的参数进行控制。
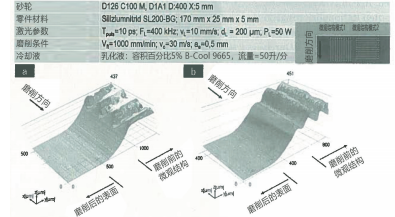
图2所示为靠近磨削砂轮处的被磨削表面三维示意图;图纸也显示了超短脉冲激光形成的微观结构纹理和未磨削表面的状况。根据超短脉冲激光形成的不同微观结构,后续磨削过程(去除全部激光烧蚀微观结构的过程)也有着不同的切削条件。
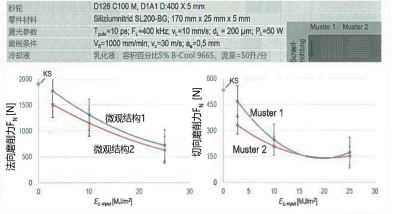
图3所示为两种不同微观结构模型采用LUS激光辅助磨削时与常规磨削时的法向磨削力和切削磨削力对比图。在使用LUS激光辅助磨削时,这些磨削力都清楚地表示了与激光输入密度ELinput、激光结构参数、激光功率、激光扫描速度和激光扫描间距有关。当激光输入密度EL-input为零时就相当于普通的常规磨削。与普通的常规磨削相比较,明显降低了的法向和切向磨削力(减少了64%和78%)与激光烧蚀产生的微观结构有关,因为这些烧蚀的微观结构明显地减少了磨削时的金属材料切除率,有目的地在被加工表面形成的“材料损失”减轻了磨削过程的工作量。
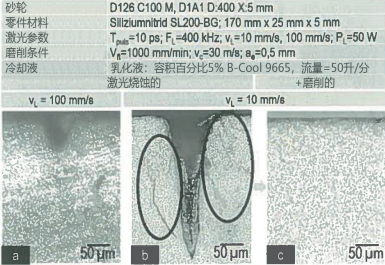
图4所示是超短脉冲激光烧蚀后的零件磨削加工前后的横截面显微放大图片。按照激光扫描速度VL=100mm/s进行超短脉冲激光烧蚀的零件表面没有出现沟槽、凹痕(图4a)。而VL=10mm/s时则在零件表面形成了明显可见的沟槽、凹痕(图4b),对按照激光扫描速度VL=10mm/s进行烧蚀的零件磨削之后,零件表面就没有沟槽、凹痕了(图4c)。
研发中心开发的LUS激光辅助磨削技术可以在难切削加工材料制造的零件生产过程中使用,以便提高生产效率,明显地提高材料切除率。
激光辅助铣削
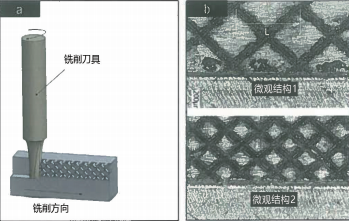
KSF研发中心也尝试了LUMF激光辅助的微铣削加工技术。激光辅助微铣削加工与激光辅助磨削加工相类似:首先利用激光射束在(奥氏体不锈钢X5CrNi18-10材料的)被加工零件表面加工出图5b所示的激光烧蚀结构,然后按照图5a所示方法利用微型铣刀进行铣削加工。
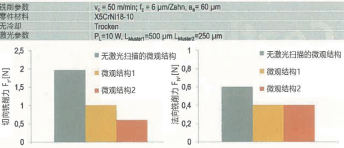
图6所示为传统微铣削加工方法对两件不同LUMF激光烧蚀结构样本进行微铣削加工时的(法向和切向)铣削力的比较图。所有的切削试验过程都没有使用KSS冷却液。
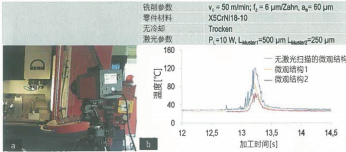
切削加工的温度利用(InfraTec公司的)热成型摄像机Image-IR8300进行测量(参见图7a)。LUMF激光辅助微铣削技术的铣削力明显的要小(参见图6),切削温度也更低(参见图7b)。
激光烧蚀在零件表面去除了一些金属材料,这就减小了刀具与被加工零件的接触面积,切削量也更少。LUMF激光辅助微铣削产生的切屑比传统微铣削产生的切屑更短、更薄、更碎。这一实验表明:较高的激光功率能够在零件表面产生沟槽、凹痕,增大了零件表面的烧蚀结构,明显的减小了铣削力和切削温度。
小结
激光辅助切削加工工艺技术能够明显的降低切削力和刀具磨损。当前技术水平对激光辅助加工的最大制约是灵活性不够好(大多数情况下不能使用冷却润滑液),因为激光射束产生的热量会导致金属材料的性质发生变化——而KSF研发中心开发的LUS激光辅助磨削技术和LUMF激光辅助微铣削技术则是基于金属材料冷剥蚀技术和受控的超短脉冲激光热烧蚀基础之上的全新技术,能够有效地避免这些不利影响。
□ 本文译自德国 Werkstatt und Betrieb 杂志
作者:Bahman Azarhoushang,Ali Zahedi,Babak Soltani,Mohammadali Kadivar 和 Heike Kitzig-Frank
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录