为了能够将上下游生产过程中的潜力充分挖掘出来,Kapp Niles 公司在 GDE 和 umati 万能机床接口之类开放性标准的基础上开发了一个全新的数字化平台,它甚至可以完成跨生产厂家的工作任务。
大批量生产时总是要求企业在尽可能短的时间里保质保量的完成产品的生产。由于在大批量生产中使用的机床设备通常都具有很高的技术性能,因此不仅在生产加工过程中常常蕴藏着大量可以挖掘的潜力,而且在上下游工作过程之间也有着很大的潜力可以挖掘,例如在设备调整、检验测量以及不同设备的沟通联系过程中。
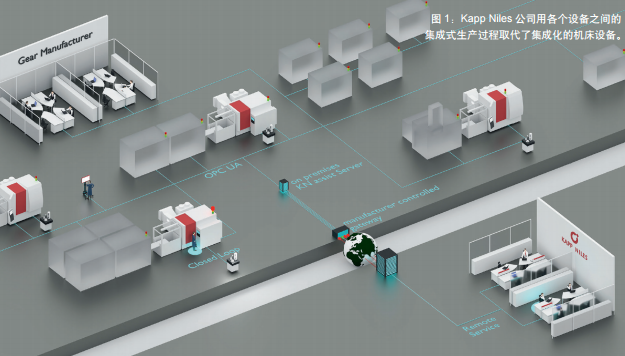
虽然已经有许多不同的提高生产能力的方法可供企业使用,例如将多个不同的加工工艺集成在一台加工中心中完成,但这一集成过程还是比较复杂的,不够灵活,因此也常常出现一些令人意外的状况。全球磨齿领域技术解决方案供应商KappNiles公司走的则是另外一条路。该公司的生产经理KonstantinSchäger先生说道:“我们用各个设备之间的集成式生产过程取代了集成化的机床设备。因此,我们也逐步的从机床设备供应商发展成为解决方案供应商。”
最明显的是KappNiles公司检测部门的发展变化:成立了全新的KappNiles测量技术部。企业现有的各种产品通过具有相互通信能力的生产制造系统得到了升级,全新的KN辅助平台支持用户利用控制软件KNgrind完成从项目规划开始直至生产制造结束的全过程(参见图1)。
在以项目为主导使用这一软件平台时,所有必要的加工选项都汇总在一个工件的项目中。直观的用户使用指南引导着用户一步步地采集到全部的项目数据。在虚拟的配置过程中,软件使用者可以从配置工具集中选择齿轮类型和合适的加工刀具。每选一步选择,屏幕上都会显示出一台相应的加工设备(参见图2)。根据实际需要,KNgrind软件平台也会给出技术参数的建议。软件平台开发领导人VolkerZenker先生说:“与过去的老版本相比较,新的软件平台可以给用户提供关键数据或者选项错误的信息。利用拖放功能,顺序控制程序可以轻松的将各个加工工序排列组合起来。”这对于复杂加工过程来讲是十分有益的,例如在一个项目中从零件毛坯开始到最终成品的全部加工工序(参见图3)。“这样生成的加工工序不仅可以在单台设备的自动加工过程中使用,而且也可以在多台生产加工设备之间的加工顺序排序中使用。”Zenker先生说。
使用了触摸屏之后就能够省略通常用于控制操作的软键键盘了。利用触摸屏控制可以顺利的启动新的生产加工机床。
数据安全性要求
对于超出机床控制系统控制范围内的用户来说,他们还可以利用HTML5来编写程序。KNassit平台借助HTML5这一Web应用平台就可以无需其他辅助软件完成像PC计算机上编程的任务。使用时,用户只需在企业内部网络中调出一个地址,就可以在浏览器或者经App应用程序登录系统了。
用户编程的数据将通过OPCUA标准的数据接口轻松的完成数据交换,就像机床对机床的数据交换那样。为了能够了解机床设备的整个环境情况,KNassit采用的是开放式的数据交换格式;例如DGE(德国的齿轮数据交互格式)和umati万能机床接口。这样,齿轮的啮合参数、模数或者评判分析数据等都可以跨设备生产厂家的进行交换了。另外,这一平台还能将所有机床设备的工作状况显示给用户。
在软件平台的复杂应用中还包括了像夹紧装置、磨齿砂轮修整刀具、磨齿刀具等在内的全部专用刀具、辅具的数据管理。很长时间以来,机床设备的设置数据一直都必须有机床操作者手动输入:因为设备供应商的数据存储器常常不能在生产中使用。
将来,砂轮修整刀、滚齿蜗杆或者齿轮夹具等都可以利用RFID射频识别技术或者2D代码技术从机床设备中读取出来。这也大大地缩短了齿轮加工机床的设备调整时间了,也明显的提高了这些装备的识别准确率。例如,这些装备的存放地点、使用时间、工作循环或者与某个项目之间的隶属关系都可以非常简单地搞清楚,这也就缩短了技术服务时的反应时间。
技术服务响应
此外,KappNiles公司开发了另一种显著缩短技术服务反应时间的方法:用户可以直接利用KNgrind与KappNiles公司建立联系。KappNiles公司的技术服务领导人ChristianFüger先生说:“用户可以按下机床显示屏上的技术服务需求按钮或者利用移动终端设备的Web窗口提出技术服务的需求。”这样,公司的设备维修领导人就会像设备操作者或者维修计划员一样快速的做出反应。“在KappNiles公司里,用户技术服务的要求直接通过TÜV-IT认证的VPN连接通知我们。在用户确认之后,故障诊断数据和设备使用日志等文件都会自动提供给我们使用,也不会出现数据主权和数据的丢失。”
当前的设备维修反应时间一般为12小时,在没有本地技术服务商的最糟糕情况下也不会超过24小时。“我们努力提供将技术服务的反应时间缩短到2小时至4小时。这是可以实现的,因为用户利用我们提供的方法寻求技术支持时就已经向我们提供了所需的所有信息了。”Füger先生说。
在磨齿砂轮的修整中也可以为用户节约大量的时间。传统方法要求用户提供一个抽样检验用的合格成品,必要时还要提供其他辅助机床设备。根据用户企业的生产情况,这些机床设备、辅助工装最早会在15分钟至20分钟的时间内到位。我们这边修整好磨齿砂轮后要将检验报告反馈到加工机床那里,机床设备操作者再填写一些补偿、校正数据。为了加快这一过程,KappNiles公司设立了多个服务站,同时也开发生产了无需恒温室的检验测量设备(参见图4)。
为补偿温度的影响,这种检验测量设备的主轴和被测零件都受到了传感器的监控。空气减震器隔绝了外界振动的影响。这就保证了它的检验测量数据满足了大批量生产时最高的精度要求了。“检验设备的操作者可以从三面操作,使用这一检测仪,也可以实现自动上下料。在检验测量轴类零件时,它有着使用非常灵活的定位尾座。只需几秒钟就可以完成整个检验设备的调整了。”KappNiles公司测量检验设备领域的领导人GerhardMohr先生说。
“ClosedLoop”控制软件也保证了检验测量设备与砂轮磨床之间的直接连接。检验测量设备采集到的数据不仅仅能够用于制定检验报告,而且也可以转化成GDE数据供用户使用。第一代检验测量机典型的补偿数据就包括了热膨胀或者刀具磨损补偿等(参见图5)。检验测量的数据可以快速、安全的通过OPCUA现场总线传送给KNgrind平台,进行评估分析。一旦有了新的检测结果就会直接发送给机床设备操作者,让他采取修整、补偿措施。“这里没有理论值和实际值的比较。更多的是将数据准备好,让用户表迅速地做出决策:是否要采取补偿、校正措施,采取什么样的补偿、校正措施。”软件开发领导人ChristianGraf先生说。
这些措施都加速和简化了用户企业的工作过程。用户也可以更好的了解、掌握自己的生产情况,可以跨供应商的利用好新的软件平台。
□ 本文译自德国 Werkstatt und Betrieb 杂志
作者:Martin Witzsch
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录