一支钻头钻 152000 个孔 ? 在 Werner Rau 公司那里您会相信这一事实。在那里,HAM 公司研发的、采用了 MMP 技术的 3mm 钻头加工着精密的压板,并且保证了用户对产品质量的要求。
WernerRauscher有限责任公司按照用户的特殊要求为包装工业企业、汽车制造企业和机床设备制造厂生产零件、原型样件和成套组件。这家1999年成立于黑森林地区Brigachtal的企业已经发展成为能够满足高精度产品和用户特殊需要的重要供应商了。公司位于德、法、瑞士三国之间的三角地带,仅靠A81号高速公路的理想地理位置保证了它们能够更好的贴近用户,为用户提供更好的技术服务。这也保证了它们作为一家供应商能够不断地得到供货期很短的生产合同,并保证它们能够按期完成合同生产任务。
隔天交付
为了保证按期交付,WernerRau公司非常关注保障零部件加工质量的高品质刀具。为了保证在很高的交货期时间压力下仍然有着很高的零部件加工精度,WernerRau公司的非常信任刀具专家FritzHartmann公司提供的刀具。这家HAM集团旗下的公司多种多样的高精度刀具,同时也提供网络订购。这保证了HAM销售公司始终能够为客户提供最佳的切削加工、刀具测量和刀具刃磨解决方案。
基于WernerRau公司和Hartmann公司多年来的友好合作,两家企业建立了可靠的合作伙伴关系。“能够为我们提供刀具的企业很多。但对我们来讲,及时的供货有着决定性的意义。一般情况下,我今天订购一把刀具,Hartmann公司明天就能送货上门。这对我们按时完成用户的合同是非常重要的。”WernerRau先生说。因此,当生产加工过程出现一些意外情况时,例如因编程错误而导致刀具碰撞损毁时也没有后顾之忧了。
一份新的特殊合同要求Rau先生向Hartmann公司订购新的刀具:某印刷机械厂的压板。在10块AlMg4.5Mn0.7材料的铝合金模板上要各加工38000个孔。这块厚度6mm、长宽1100×800mm的铝合金印刷模板的任务是:无损的吸入和压住印刷纸张。
这一合同最大的挑战是:无毛刺、无污垢的加工出数量巨大的通孔。如果压板加工过程中出现了一件废品,则会给Rau先生带来无法承受的经济损失:“一块压板成本就超过了1000欧元,我们不想冒任何风险。”而对Rau先生来讲,加工过程中钻头折断也是一种风险:谁知道折断的钻头会给零件带来什么样的损伤呢!
根据多年来积累的钻削加工经验,Rau先生积累了多种HAM公司生产的高精度加工用硬质合金麻花钻:钻头直径3mm,最大钻深为5倍钻头直径。这就保证了他一直遵循的信条:“在好刀具上绝不省钱。”
MMP技术保证了光洁的内孔、改善了排屑
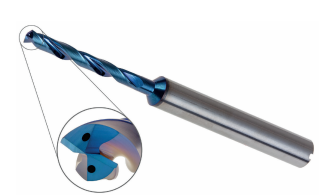
编号Nirodrill30.1901的微晶硬质合金麻花钻完全符合DIN6537标准的规定和要求,其杆部是按照DIN6535标准的规定制造的。这种高性能麻花钻以前特殊的钻头刃磨几何参数而著称:140度的顶角和30度的螺旋角。
在特殊的MMP微加工工艺技术的基础上,这种钻头能够加工出非常光洁的内孔。通过微观粗糙度的选择性处理,可以利用MMP技术刃磨出高质量的硬质合金钻头切削刃和切削刃表面质量。而这样的钻头有着明显更低的切削阻力,也优化了钻削时的排屑、减少了切削力,这也就减少了刀具和零件在加工过程中的发热。
在铝合金材料的加工中,通常可以使用更高的切削速度和进给速度。在这种切削情况中,MMP技术也能减少积削瘤的产生,能够把切削刃的磨损限制在规定的微米级范围内。
印刷机压板的待加工毛坯两面都经过了铣削和抛光加工。在钻削加工之前首先要去掉粘贴在铝合金毛坯抛光表面的保护膜。然后,Rau公司的职工PatrikKoulmann先生将毛坯装夹在POS2050型CNC数控加工中心的工作台上。数控加工主轴以每分钟10000转的转速和每分钟1100毫米的进给量在压板上钻削38000个孔。
“我们选择的转速和进给量相对较小,因为在这一零件的加工中安全可靠优于加工工时。”WernerRau先生解释说道。他的意思是:保证在零件上加工出所有的孔、没有毛刺、不断钻头是最重要的。
这里,切削加工过程的可靠性是最重要的:因为一个零件的全部加工过程不是一个生产班次能够完成的。特殊的刀具材料、性能良好的刀具涂层、特殊的刀具几何参数以及MMP微加工工艺技术保证了如此长时间的加工工艺过程的可靠性。与传统涂层钻头相比较明显提高了的刀具耐用度不仅可靠的保证了彻夜不停的顺利钻削,而且也减少了必要的换刀时间,把非加工工时降低到了最低程度,也节约了刀具费用。
在完成四块压板的钻削加工之后更换一支钻头,也就是说:在完成1059分钟的钻削加工、在加工好152000个孔之后换一支钻头。而WernerRau先生说道:“也不一定必须更换钻头。完成这么多孔加工仍然不影响,产品质量令人满意。我们也许还可以用这支钻头再加工第五块压板,但我们不想冒险。换一支钻头比换一块铝合金毛坯明显更加经济。”
从WernerRau先生的角度出发,此时更换钻头仅仅是一个小心谨慎的保障措施。事实上,在人员少的夜班仍保持加工说明了他对Hartmann公司、HAM公司刀具的充分信任。他坚信:“没有比这更好的钻头了。”
□ 本文译自德国 Werkstatt und Betrieb 杂志
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录