CFM56系列航空发动机为全球超过13,400架商用和军用飞机提供动力。然而,CFM56的历史维护数据显示,在第一级高压压气机(HPC)叶片的燕尾边缘出现了由微动引起微裂纹的趋势,这会引发重大的安全问题。
在历史上,防止燕尾榫中的微动疲劳需要三个步骤:热喷涂、喷丸强化和干膜润滑剂。但是,干膜润滑剂在使用过程中会磨损。微动引起的剪切裂纹会快速穿透喷丸强化(约0.005“)提供的浅层保护,需要反复应用以保持有效。所以必须经常进行严格的叶片检查来检测裂缝。如果检查发现叶片有疲劳损坏, 那么整个批架次都需要更换。
CFM56发动机
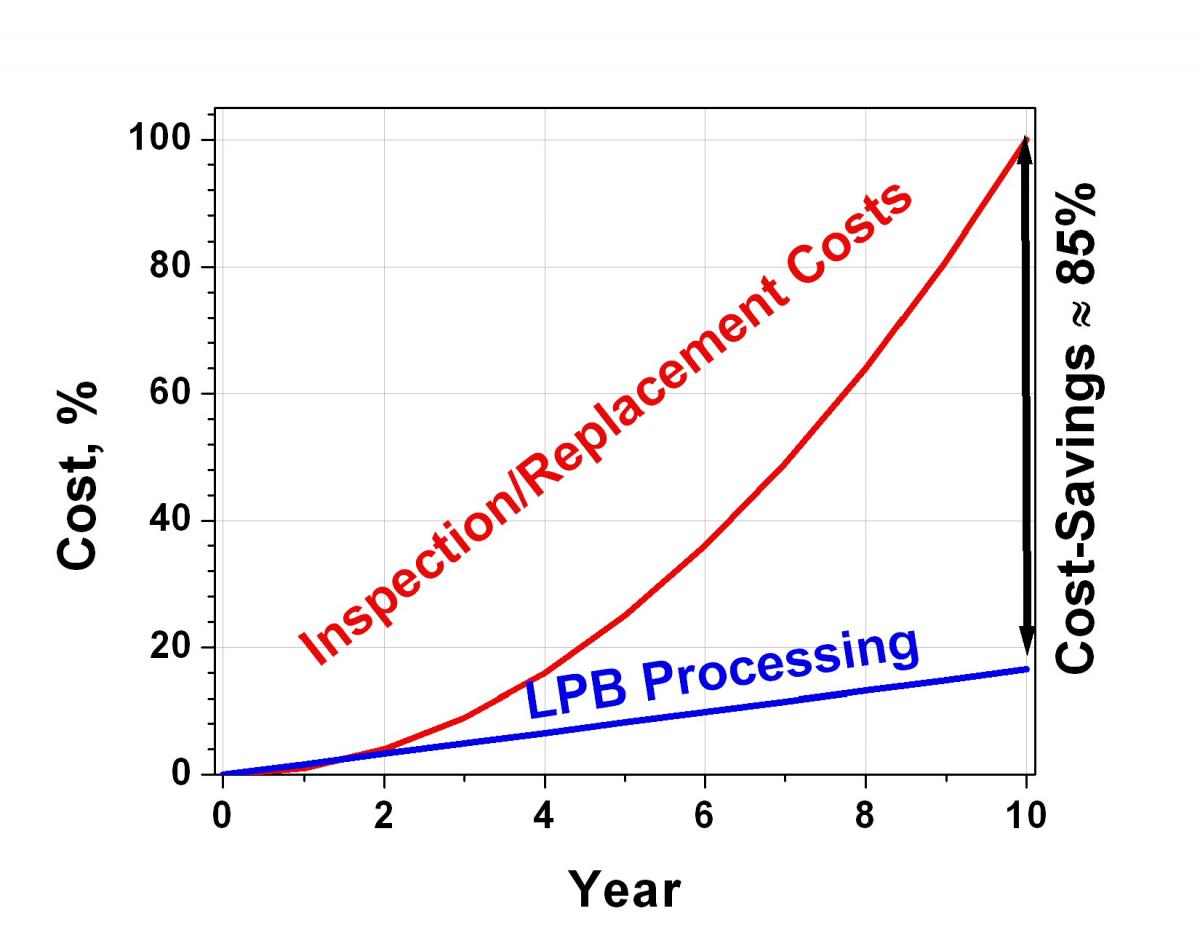
除了检查和更换叶片的人工成本之外,频繁的检查还会导致大量的停机时间。于是发动机的最终用户寻求降低MRO(维护、修理和大修)成本的解决方案。由于有如此多的发动机在服务中,所以节省检查时间或维修成本可能会对整个行业产生重大影响。
低塑性抛光(LPB)是一种处理金属或合金零部件的替代方法,它提供了一种可行的解决方案。像喷丸强化和激光冲击强化那样,低塑性抛光将有益的残余压应力引入到部件中以增强疲劳强度并减轻微动。在金属部件中的拉伸应力作用下,表面微动损伤引起的应力集中会形成裂缝。通过产生比表面损伤更高幅值的压应力,低塑性抛光能阻止来自微动损伤的疲劳裂纹。
CFM56疲劳性能
低塑性抛光不是用激光束冲击零部件或表面,而是在负载下将工具滚过零件表面。当工具在表面上滚动时,表面产生张力,弹性回弹,并保持残余压应力。低塑性抛光通过类似喷丸强化那样的机制引入压应力,但没有可能损坏表面的随机重复冲击、凹痕和高温冷加工。典型的低塑性抛光压应力层的目标深度约为1mm。
应用
低塑性抛光的深度和幅值是针对每种应用而设计,并使用CNC铣床、车床或机器人在标准机加工车间进行。该应用具有严格闭环、伺服调节的特点,能实现超过六西格玛的质量控制。可以在零部件的每个点上动态调节抛光力和所产生的压应力,以实现疲劳性能所需的最佳残余应力分布。
检测结果
在指定的工程代表(DER)监督下按照FAA要求进行测试,结果显示低塑性抛光处理后的疲劳寿命至少提高了10倍。在疲劳测试中,模拟出比典型的微动损伤更深的损伤情况,低塑性抛光让CFM56叶片燕尾榫的寿命相比典型的微动损伤延长了30倍。在成功完成FAA规定的所有要求后,FAA向Delta Air Lines公司颁发了附加型号合格证(Supplemental Type Certificate, STC),编号为SE03036CH——“在CFM的CFM56-7系列第一级高压压气机(HPC)叶片燕尾榫上,使用低塑性抛光工艺施加深的压应力。”
作为一种发动机和飞机结构件修理和改造工艺,低塑性抛光现在已经获得美国联邦航空局批准,用于许多商业和军事航空航天应用。由于低塑性抛光不需要对零件的材料或现有设计进行任何更改,因此其应用是FAA认可的原始零部件更改,不属于零部件生产授权(PMA)。经过处理的零部件仍然是原始设备制造商(OEM)组件,其增强功能与涂层或喷丸强化非常相似。
低塑性抛光只需要一个处理周期,因此可以快速处理已投入使用的CFM56叶片,同时继续处理新安装的叶片。将低塑性抛光应用于CFM56-7的叶片可以实现更长时间、更安全的操作,显著降低运营成本,并在不改变材料或零部件设计的情况下提高整体性能。
LPB降低冷加工
喷丸通过喷丸介质随机重复撞击零件表面来施加残余压应力,会产生凹坑。表面的反复变形会导致过多的冷加工,通常超过50%,这让有益的残余应力在使用中更容易受到热松弛和力学松弛的影响。而低塑性抛光仅产生最小的变形,刚好足以实现所需的压应力。即使在喷丸强化引起的压应力松弛造成温度较高的情况下,低塑性抛光处理的压应力也将保持稳定。
在CFM56中,典型的微动引起的模式II剪切裂纹一般深度小于0.005“。在叶片燕尾面与旋翼转盘端面之间的接触边缘处会形成剪切裂纹。在正常发动机运行期间的振动应力下,这些裂纹会快速传播,形成模式I疲劳裂纹。当产生的残余压应力层深于0.025“时,可以完全缓解I型裂纹的扩展。低塑性抛光产生的残余压应力层大于0.040“,这能完全阻止微动引发的疲劳裂纹。当应用于具有微动疲劳损伤的叶片时,低塑性抛光能实现超过10倍的叶片寿命提升,同时没有微动损伤。
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录