 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



汽车行业必须减少车辆的污染物排放,并且满足与经济、 电动性和车辆性能相关的要求。这些目标都可以通过新的轻质材料和工艺来满足。纤维增强复合材料(FRP) 具有较高的比强度,在设计和材料结构方面具有广泛的设计自由度,是适宜的轻质结构材料,在采用泡沫芯层的三明治结构中尤其如此。特别地,在对成本敏感的汽车工程中,扮演主要作用的不只是零件的机械性能,还有周期时间和最终的制造成本。
面层采用了像纤维布或纤维毡这样的定向连续纤维,芯层 则采用了轻量且坚硬的泡沫芯材的结构性三明治部件,这是一 个非常有效的轻质结构替代品。高压树脂传递模塑成型(HPRTM)可使三明治结构的生产周期时间低于 3 分钟,腔体压力低于 5 巴。这确保了必要的生产率和低投资成本,因此是汽车工程大批量生产中颇具吸引力的整体解决方案。
面层与芯层之间的良好连接
采用纤维增强材料面层的三明治结构确实显著降低了零部件重量。然而,这种产品的加工对工艺控制、树脂系统,以及与轻质泡沫芯材相关的周期时间、零部件设计以及材料强度带来了严峻挑战。
要实现高生产率和低成本,需要非常快速的制造工艺。通常,这会导致高模腔压力和更高的固化温度,这两者都会对泡沫芯材产生巨大压力。因此,目标不是使用高性能塑料或 400 至 500g/dm3 的高密度芯材,而是使用具有成本效益的低密度聚对苯二甲酸乙二醇酯(PET)夹芯材料。然而,要使用 PET 泡沫, 必须要有相匹配的树脂体系。该树脂体系即使在低温下也必须能非常快速地固化,必须具有低放热反应,并且即使在较低的模腔压力下也必须能有效地浸润增强纤维,并且还能提供良好的表面质量。
使用专用聚氨酯(PU)树脂并结合先进的 PET 泡沫芯材和改良的 HP-RTM 工艺,成功达成了目标:德国 Henkel AG & Co. KGaA 公司的高反应性树脂系统 Loctite Max 2,从低至60°C 的温度下就拥有很低的粘度。即使在 3 至 5 巴的低模腔压力 下,也能做到完全浸透和快速固化。该工 艺窗口允许使用密度范围在 100 至 200g/dm3 内 的 PET 硬质泡沫芯材。
评估工艺窗口
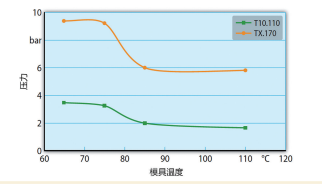
在德国海德堡的汉高复合材料 实验室(Henkel Composite Lab) 进行的一项联合研究,制定并验证了采用 HP-RTM 工艺来加工瑞士 3A Composites 的 PET 泡沫 Airex T10 和 Henkel 公司的聚氨酯树脂系统 Loctite Max 2 时适宜的工艺窗口。尺寸为 800×80×25mm³ 的三明治夹芯部件具有三个面层,采用了单位面积重量为 300g/m2 的单向碳纤维毡和体积重量为 110 和 170g/dm3 的泡沫芯材。研究用集成在模腔中 的三个压力传感器记录树脂注入期间的压力分布。为了确定泡沫的最大抗压强度,研究有意将模腔过充以压缩泡沫。
图 1 显示,泡沫芯材的抗压强度取决于模具温度。由于 PU 树脂的粘度低,可以在最大模腔压力低于 5 巴的条件下轻巧地渗透零件,并实现高纤维体积比和良好的表面质量。同时,非常快速的渗透和固化过程防止了具有高度隔热性能的泡沫材料被进一步加热,因此也防止了更大程度的软化。此外,研究中还生产了演示部件,其中的夹芯层完全封闭在多层碳纤维毡和碳纤维布中,从而能够验证工艺参数,并且能评估所有空间方向上零部件的表面质量。标题图是通过这种方法生产的演示部件的示例,其泡沫芯材密度为 110g/dm³。
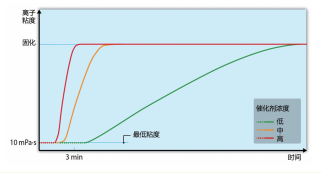
PU树脂的反应性可以通过改变催化剂的含量来调节。因此, 即使在模具温度低于 PET 泡沫的玻璃化转变温度时(模腔压力低于 5 巴时的玻璃化温度为 75°C),也可在 2 分钟内实现固化。 由于是低放热反应,这里的泡沫材料能保持完整,并能确保三明治结构具有很好的机械性能。如图 2 显示,树脂混合物的离子度取决于 70°C 模具温度下的催化剂含量。
结语
PET 泡沫和 PU 树脂的组合相互匹配,可以通过 HP-RTM 工艺生产具有高刚度的高品质复合材料增强三明治结构部件。 由于PU树脂的生产周期较短、PET泡沫材料的密度和成本较低, 夹芯部件能够在高成本效益下进行大批量生产。此外,夹心部件还获得了良好的表面质量和较高的纤维体积比,这为其他相近系列产品的开发奠定了非常好的基础。
上文介绍的这种 HP-RTM 三明治结构制造工艺可用于非常多样化的应用中。典型的例子是座椅元件、汽车隔板或后围、 齿轮通道、地板元件、电池外壳、加强元件和许多其他元件。 作为 Henkel 与 3A Composites 合作的一部分,一种 3D 零部件实现了快速地开发和制造,并于今年 3 月中旬在法国巴黎的 JEC 复合材料展上亮相。其后,所开发的这些专业知识还将提供给希望使用此类技术进行产品研发的其他合作伙伴。
本文翻译自KUNSTSTOFFE INTERNATIONAL杂志
