 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



Schneider Form 在过去的一年里安装了两台 XXL 级别的 机床。其中一台为全新研发并配有线性驱动装置的龙门 机床 – 另一台则采用传统的驱动技术。为什么会选择这 样的组合?或许这篇文章能给您答案。
“我们反正都已经在打地基了,那就直接购买两台机床”, 位 于 Dettingen 的 Schneider Form 有限公司的总经理 Louis Schneider 博士做出了这样的决定。Schneider Form 是一家家族 企业,主营大型模具,尤其是用于汽车保险杠的加工,每年的 模具产量平均为 225 件。总部设在 Dettingen,在葡萄牙、英国 和中国也设立了生产基地。
如何在 15 年的时间里将营业额增加两倍 “最近一次的车间扩建已经是 17 年前的事情了”,Louis Schneider 博士解释道。“从那时候开始,我们的员工人数没有 改变,生产面积也没有变化 - 不过,我们的营业额在这段时间 里则增长了两倍,达到了 56 百万欧元 / 年。”究竟是如何实现 如此令人印象深刻的成绩的?“我们在各个方面都实现了生产 效率的提升。我们专注于很少的几件事情,并且将它们做好。 例如,我们研发了 Optisize 系统,从而实现了保险杠刀具的标 准化和模块化。而对于机床的配置,单单是在过去的六年中, 我们就购置了几台新的机床。这些机床可以大大提高加工速度, 继而满足客户的高要求。”
“在机加工领域,我们将主轴运行时间提高了 40%。现 如今,绝大部分机床的主轴运行时间高于 6000 小时 / 年”, Schneider Form 机加工负责人 Ralf Wittmann 对此感到高兴。在 去年,一台 DMU 210 P 凭借 6350 小时的主轴运行时间让公司 看到更多潜力。“现在我们打算再迈出一大步”,Schneider 说道。 “因此,我们决定让四台 1996 年至 2000 年的老铣削中心退役。”
Schneider Form 对新机床提出了非常清晰地要求:
◆ 通用机床:带有三个可以自动切换的刀头,用于粗加工、 通用 5 轴加工和精加工
◆ 联动铣削:采用五轴加工方式
◆ 控制系统选项:用来提高过程可靠性,例如 AFC (Adaptive Feed Control,一种集成的自适应进给控制)和 ACC(Active Chatter Control,降低振颤发生的可能性)
◆ 安全运行模式 4:它可以在降低转速的情况下,允许进 入工作区域,以便检查工件或者铣刀。
“我们向自己提出的问题是,我们在五年后希望怎样开展铣削加工”,Wittmann 解释道。“和大型机床相比,铣削刀具和软 件领域的研发周期要短得多 – 而凭借我们的机床方案,我们希望为 将来做好充分的准备。”Schneider 的团队和众多机床制造商开展 交流,并且拜访了大量用户和制造商的技术研发中心。
“满负荷粗加工” 测试
在 DMG 龙门铣床 DMU 600P 上的测试特别令人印象深刻:对 于塑料模具钢 1.2738 的粗加工而言,Wittmann 设定的 700cm3/Min 的切削量根本毫不费力。但前往 Allgäu 的真正目的其实是要讨论 另外一项全新的研发项目。具体涉及的是一台龙门机床,它大部分 沿用 600 P 成熟的组件,但同时会配备线性驱动装置。“这一方案 在切削量、动态性能和运行稳定性等方面能够满足我们所有的要求, 但到目前为止一切还只是纸上谈兵”,Schneider Form 的技术负责 人 Uwe Petz 总结道。
对于一个新研发项目,是否要冒如此大规模的险?项目初期会 出现的问题、粗加工性能、耗电量 – 一切都还是未知数。“但我们 仍然想法设法地说服了 DMG 启动这一项目。当然,我们也希望自 己能够成为第一家采用这一技术的公司”,Wittmann 说道。
在空间和资源都到位后,2015 年 5 月,涉及两台机床的项目 随即上马。“由于成熟的龙门铣床能够快速形成生产能力,因此, 对于线性机床可能的风险,我们就可以更从容地加以应对,并且和 DMG 结成了研发合作伙伴。而在总预算方面,双方同样也几乎达 到了可以承受水平的上限”,Louis Schneider 回忆道。
为了保险起见,在购买合同中定义了具体的测试阶段,描述了 具体的项目落实内容和项目落实进度。除此以外,合同中还提供了 退出选项。但最终一切几乎都按照计划顺利进行。2015 年深秋生 产车间的改造、2016 年 5 月 DMU 600 P 的调试以及在 Pfronten 的 线性机床上几乎同时开始的初始铣削测试。最终结果令人十分满意: “在主轴满负荷的情况下,机床实现了超过 1000cm3 /Min 的切削量 – 这对于 DMG 的员工而言同样也非比寻常。除此以外,极高的加 速度以及特别柔和的过渡,这些都只有线性驱动装置能够做到”, Wittmann 说道。
高精度表面的精加工
两台大型机床负责工件的全部加工。一般情况下,精度可以达 到最高 0.03 毫米的水平。
在工厂完成了又一次优化之后,DMU 600 G 于 2016 年底正 式交付。接下来,调试于2017年4月进行。“不能盲目乐观地认为, 像这样的机床,一旦完成安装后一切就会立即发挥正常功能”, Schneider 说道。“这可不是什么织布机。当然,也没有遇到什 么大的问题。”例如,对工作区域进行过一次调整,帮助排屑顺 利进行。龙门机床能够快速生产出大量的切屑,起初它们不能排 出。现如今,会在粗加工的过程中直接在主轴上抽排切屑,并且 通过一根管道引向室外。在那里,准备了三个用来收集的容器。 在粗加工过程中,每小时会产生 500 公斤的切屑。
“我们认为,我们花费了大约一年的时间,最终让机床百 分之百地发挥出了它们全部的性能”,Wittmann 解释道。“为 此,我们必须调整整个生产策略。今天,我们已经达到了期望的 700cm3/Min 的单位时间切削量 – 而这一切都是在 50% 的主轴功 率条件下实现的。”至于耗电量:和龙门铣床相比,耗电量只高 出了大约百分之五。这些数值属于平均值,是在典型部件 / 加工 条件下通过耗电量测量获得的。如果针对具体部件对能量消耗开 展评价的话,那么,耗电量会有相对性。通过缩短加工时间,使 得 600 G 的能耗相比 600 P 更加优异。
无碰撞的加工
线性机床的优点显而易见。凭借更高的加速度和传统驱动技 术很难达到的定位精度,使得动作变得非常协调。“对于大深度 加工,我们必须移动至工件较深的地方”,Petz 说道。“在这个 方面, Tebis CAM 是非常可靠的帮手。通过使用虚拟仿真技术, 我们就可以避免任何碰撞的发生。”
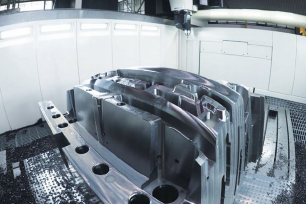
目前两台机床都负责 Schneider 标准件的加工。一般情况下, 这些标准件重达 20 吨,并且材质为塑料模具钢。而在加工的过 程中,工件平均会在机床上停留二至四周的时间:进行粗加工, Tebis 2.5D 加工和接下来精度最高达到 0.03 毫米的精加工。由 于运行时间较长,采用自动工件装载是不具备任何经济性的。 部件是通过一套快速更换系统装夹的。装夹位置和零点定义在 前置的 Tebis CAM 系统中完成。这样一来,就可以在短短数分 钟内执行一次工件更换。生产车间没有安装空调:两台铣削中 心都配有温度传感器,并且部分(600P)或者整体(600G)采 取了结构冷却措施。线性驱动装置采取了专门的隔热措施,因 为和传统驱动装置相比,它们会释放出更多的热量。
现在为什么卡在其他环节上
总体而言,所有人都对这次的决策非常满意。“我们的四 台旧铣削中心每年能够创造 8000 个小时的主轴运行时间”, Schneider 说道。“而如果考虑到显著提高的生产效率,那么, 现如今,新机床只需要一台就可以做到。我们现在遇到的问题更 多地是——由于加工速度过快,导致在其他环节出现卡滞,例如 在深孔钻方面。”
“在装配、生产和技术等各个方面始终保持均匀的产能绝 对不是一件容易的事儿”,Petz 对此同样也了如指掌,“我们 始终面向未来。我们认为,对于参与整个过程的所有人而言, 都将获得收获。我们始终未雨绸缪,从而为自己创造一定的灵 活性。”
□ 作者:Susanne Schröder
