 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



不久前, Bimatec Soraluce 公司在技术开放日上展示的新技术唤起了许多大型工件铣削加工、钻孔加工和多功能加工设备操作者的好奇心。10 台完全不同特性的金属加工设备上的实验结果都证明了一点:数字化技术能够满足重型机械设备制造商的要求。这一系统将许多工 艺技术方法集成到一起,使过去需要设备操作者必须自己动手亲自操作的任务实现了自动化。
铣、车、钻、磨四合一
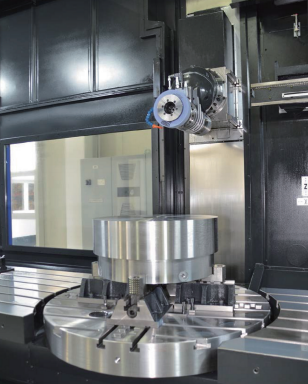
此次技术开放日最大的亮点无疑是纵向行程 3500mm、 回转工作台直径 1250mm 的新型 TA-M 多功能加工中心了。 这台加工机床的特点是:不仅可以完成铣、车、钻削加工任务,而且还可以完成磨削,能够达到的加工精度:圆柱度和平面度误差小于 0.005 和 0.010mm,轮廓算术平均偏差 Ra 小 于 0.5μm;其磨削功能非常齐全,包括了外圆磨削、内孔磨削和回转工作台上的平面磨削。All inklusive 功能可实现 KSS 冷却润滑、自动使用伸缩防尘罩、自动对刀和磨削砂轮自动 平衡。
该设备的其他优点是:结构设计非常紧凑;设备安装时不需要地脚螺丝、不需要预制安装地基;在使用自动分度铣削时可以在一次装夹中完成零件五个面的铣削加工;由于铣 头的结构形式为 T 型结构,因此机床主轴还辅助承担着回转工作台的锁紧功能;专门开发的车削加工循环还简化了零件 的车削加工过程。
引人瞩目的还是两个双向加工的铣—钻动力头 FLP 8000 和 FP 8000。与购买、使用龙门式机床相比较,这两种动力头 的组合应用是一种高效的、节省空间的替代解决方案。如果被加工的两个侧面有着类似加工内容,例如挖掘机臂此类的 设备时,工时可以缩短一半。“因为我们的机床是用两根独 立的主轴从两面同时加工的。” Bimatec Soraluce 公司技术负 责人 Frank Jung 先生解释说道。而决定使用多功能加工中心是否盈利的关键因素是被加工零件的数量多少。当加工的零件数量较多时,投资购买价格为龙门式加工设备价格 1.3 倍 至1.5倍的多功能加工中心能够为用户带来明显的经济效益。
两个卧式铣削动力头保证了多功能加工中心就能够从零件的下方进行加工。“这就有可能完成零件的六面加工, 省去了二次装夹。而且两个铣削动力头都可以单独工作,由它们完成复杂零件的全部加工任务。” Frank Jung 先生说。 Bimatec Soraluce 公司还开发了使两套铣削动力头保持通讯联系的双向铣削加工装置、一套保证机床设备安全的防碰撞软 件、一套永久性的同步控制系统和共用的机床零点。为便于 多功能加工中心的使用操作,Bimatec Soraluce 公司还专门开发了刀具库机器人:能够自动的完成刀具库500种刀具的管理、 换刀。被加工零件毛坯是从机床上方和前端面装夹紧固的; 与龙门式铣床相比较,这种装夹方式明显的缩短了零件装卸时沿 X 轴方向的移动距离、也解决了占用其他工作空间的问题。由于多功能加工中心集成有 DAS+ 动态主动稳定系统, 因此可以在一次装夹中完成零件的粗加工和精加工。
机床外部校正装夹零件毛坯
多功能加工中心的另一个亮点,也是许多生产厂家非常关心的问题:在切削加工之前怎样对零件毛坯的校正,也就是找到正确的装夹位置——这是一项耗时非常多的辅助工作。Bimatec Soraluce 公司开发的 VEST 测量系统将零件毛坯校正时间缩短 70% 左右。“在大型、重型零件加工领 域中差不多有三分之二的来料加工生产厂家都是单件小批 的按客户订单组织生产的。在开始铣削、车削加工之前都要校正这些成吨重的零件毛坯。这也就意味着:机床操作者必须把零件准确的吊装到加工机床工作台最合适的装夹、 固定位置上,将零件毛坯定位在规定的机床零点处。这就要 用量具反复的测量零件的位置,不断的调整零件的位置—— 常常要耗费五、六个小时的时间来校正位置。” Frank Jung 先生说。如果在校正定位好后发现毛坯尺寸偏差过大还是不能加工——这种情况在生产实践中经常出现,比例超过 了 20%。
利用 VSET 系统则能够在零件毛坯吊装到加工机床设备之前利用自主开发的摄影测量技术对被加工零件的光学标记和测量点进行测量、拍照。摄影测量照片会自动的传输给工业计算机处理中生成点云图像,工业计算机会将零件毛坯生成的点云图像与按照最佳拟合计算得出的成品零件 3D 模型进行比较。在比较过程中也自动的完成被加工毛坯加工余量检验。
这就避免了耗费了大量时间将笨重的零件毛坯吊装到机床上、校正之后才发现没有加工余量的尴尬窘境了;避免了等待领导作出返修加工决定的时间浪费,例如在二班或者三班生产时发现了问题、要等到白天领导上班后决定如何处理带来的生产损失。同时也可以在多功能加工中心设备之外对零件进行小修、小补的返修加工了。另外,工业计算机的软件系统还会根据云点图像比较的结果为设备操作者制订出一份有着详细加工参数的加工工艺文件。

这种无需测量专业技术人员知识和技能的机外摄影测量方法可以确保被加工毛坯的质量,同时也因校正工作实现了 标准化而提高了效率。“我们不想在毛坯装夹到机床中之后 才回答‘零件是否可以加工’的问题。在机床外部,一个小 时到一个半小时就能完成零件毛坯的测量了。” Frank Jung 先生说。VSET 系统的第一个用户在 1.5 年的时间里就收回了 VSET 系统的投资。
Bimatec Soraluce 公司一直致力提高重型、大型零件加工稳定性的研究。这就有了前面提到的、保持切削刀具刀头不振动的电子稳定系统 DAS+。在 Bimatec Soraluce 公司的技术活动日中人们见到了新一代的电子稳定系统:DWS- 动态工件稳定系统。而这一系统所要实现的也是无人值守的切削加工。
“DWS 系统和 DAS+ 系统一样也用 Soraluce 算法控制的执行器来平衡加工过程振动的;是独立于机床设备控制系统的、可以安置在机床加工空间内的任何一处的减振控制系统。 如果被加工零件的体积特别大,可以同时使用四个工件稳定执行器。”Frank Jung 先生解释说道。


在技术开放日活动中 DAS+ 和 DWS 系统的使用情况给人留下了深刻的印象:驱动功率 37KW、输出扭矩 900Nm 的 FLP 8000 型立式铣 - 钻动力头在 X、Y、Z 三个坐标轴方向的行程各为 8000mm、2200mm 和 1300mm,被加工零件的表面质量明显优于长期以来人们看习惯了的表面质量。
当然 Bimatec Soraluce 公司的技术活动日中还有许多东西值得一看。其中就包括配用高性能线性电机的新型卧式铣 - 钻动力头 TA-A,按照铣削工艺过程自动调整铣削进给量的自适应控制功能,新的、易于使用操作的机床设备设计,利用 Soraluce Digital 软件系统进入数字化世界的解决方案以及快速的刀具管理系统和 2.0 版的插补车削技术方案。
本文译自德国 Werkstatt und Betrieb 杂志
作者:Frank Pfeiffer
