 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



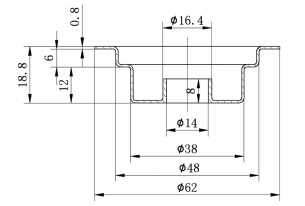
“壳盖”零件是一个薄壁的铝合金零件,其形状及尺寸如图 1 所示 . 零件的主要特点就是壁薄,由于是铝合金件, 其强度差,加工时容易变形,要高效率加工合格的零件,加工过程中编制好工艺路线,做好准确的装夹与定位,就至关重要,同时要控制由于切削对零件产生的变形。
一、工艺分析
考虑到此零件的内、外形均为圆环形状,其主要的加 工方法为数车工序完成,数车工序为分别加工内、外形 2 个步骤[1]。这里就要考虑加工完第一工序后,在进行第二工序加工时的装夹与定位问题。既要能准确装夹与定位, 又要使第二工序的加工操作方便[2]。在经过多次的工艺路线分析及相配合的夹具结构设计之后,确定了先加工内形面,并在其端面上制出装夹定位的位置,然后进行外形面的加工。
二、工艺路线
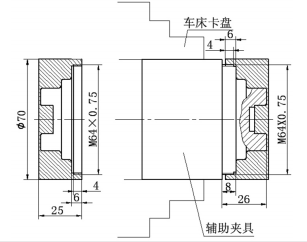
在加工零件的内形面之后,“壳盖”需要安装在一种辅 助夹具上,才能进行第二工序的加工,如图 2 所示。
1. 第一工序的加工
“壳盖”在第一工序中要完成如图2(a)所示的加工内容, 注意保持各个孔与M64mm×0.75mm螺孔的同轴度。由于“壳 盖”壁薄,偏心更易使“壳盖”产生变形。
2. 第二工序的加工
如图 2(b)所示,型腔口部的 M64mm×0.75mm 螺纹 段位为装夹部分,用 M64mm×0.75mm 螺纹与辅助夹具进行定位与连接。其夹具的设计,如图 2(b)所示。从图中 可以看出,辅助夹具的设计,其型面尺寸与零件的内形面是 一致的,零件扣在夹具上,并通过 M64mm×0.75mm 螺纹 拧紧,以保证零件内形面与夹具相贴合,这样,在加工外形面时,零件不会产生变形。
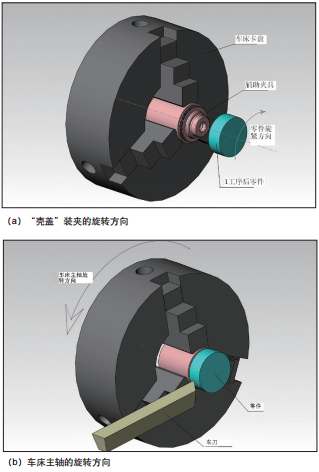
3. 安装在辅助夹具上“壳盖”切削时加紧状况的分析
零件在装夹后,车刀切削时,零件的状态是否会松动, 可通过图 3 做一个装夹及切削的状况分析。 从图 3(a)中,显示零件在装夹到夹具上时,是顺时 针方向旋紧。
从图 3(b)中可以看出,当主轴旋转,车刀 切削零件时。车刀作用到零件上切削力的方向是与车床的旋 转方向相反的方向。即切削力也为顺时针方向,这就和零件 装夹拧紧时力的方向一致。所以,在车刀切削零件时,零件不会松动,而且会贴的越紧密。 通过上述零件加工的分析,若要保证零件加工后内、外形面的同轴度。就要确保零件在第二工序加工时,装夹后其轴线与车床旋转轴线保持一致。从辅助夹具的制作,到零件的装夹。可以看出,只要夹具制作完后,就不能松动夹具, 此时装夹的零件和车床主轴的中心线才是完全一致的。也就是说,每加工一批次的零件,在零件加工到此工序时,就要配制一个夹具,这样才能保证零件加工后其内、外形面同轴度的要求。
三、控制加工参数来控制对零件产生的变形
(1)合理的选择加工刀具控制变形。刀钝会使零件主切削抗力加大,零件轴向压力加大,造成零件变形。刀具切削刃太锋利,虽说有利于切削,但易加速刀具磨损,将零件拉向切削力的反方向,同样使零件变形。经实践粗加工时:刀具选用 R 形断屑槽,前角 γo = 20°~ 25°,后 角 αo = 6°~ 10°;主偏角 κr = 91°~ 93°;负偏角 κ'r = 6°~ 8°;主要是减小刀具摩擦及振动。精加工时:前 角 γo = 25°~ 30°,后角 ao = 10°~ 12°;主偏角 κr = 45°~ 90°,负偏角 κ'r = 10°~ 15°;主要是减小径向切削力,避免振动,并且加宽了主切削刃,从而减小了单位长度 上的负荷,刀尖角大,散热快。刃倾角 λs = 5°~ 10°,粗 加工取小值,精加工取大值,用来弥补法向前角大而引起刀刃强度差的缺陷。刀具切削刃要求磨的锋利,刀面表面粗糙度值要小,提高零件表面加工质量。加工时将刀具通过刀架使切削刃沿轴向装夹,通过薄壁壳体的加工此径向切削力最小,工件不易变形。
(2)合理的选择切削参数控制变形。粗加工时进给量为 0.5 ~ 0.3mm/r;切削深度 0.5 ~ 1mm;切削速度 100m/min。 主要是去除壳体零件大的余量,加快零件的散热性,加速切 削应力的释放。精加工时进给量为:0.05 ~ 0.07mm/r,切削深度 0.05 ~ 0.075mm,切削速度 65m/min。主要是壳体零件加工时避开了与机床的共振,避免了切削时振动引起的变形。 高速度、小进给量,提高工件的表面加工质量,同时减小径向切削力,减小应力变形。
(3)增加半精加工工序控制变形。随着零件加工余量 的逐渐去除,零件加工应力逐渐释放,为了保证零件加工尺寸精度及形位公差要求,增加一道半精加工工序,加工余量控制在 0.5 ~ 1mm 左右,给精加工留余量 0.3 ~ 0.5mm, 主要是将壳体零件曲线椭圆形状在粗加工基础上,进行一次半精加工使加工应力进一步得到释放,为后续精加工打 下基础。
(4)在精加工前安排一道基准精加工,消除工件定位的椭圆度,保证定位尺寸的一致性及精度,使壳体零件与夹具定位间隙最小,达到保证形位公差要求的目的。
(5)最后需要在辅助夹具上将壳体零件多余的 M64mm×0.75mm 螺纹部分切除。
四、小结
应用上述的工艺方法,对一个批次为 100 件的零件进行加工,其加工过程还很顺利的,零件尺寸及同轴度都能满足图纸要求。超过 100 件的零件,便会因辅助夹具定位面磨损而影响产品的质量,此时最好是要重制辅助夹具。由此零件的加工可以看出,只要找到零件的加工规律 , 再根据被加工零件的特点 , 就可以选择必要的加工方法来保证其技术条件的要求。
参考资料
[1]王祝堂、田荣璋,铝合金及其加工手册[M]. 武汉: 中南大学出版社,2000 年
[2] 潘复生,张丁非,铝合金加工工艺[M]. 北京: 化工工业出版社,2007 年 作者简介:袁开波,男,汉,(1978—)湖北宜昌,高 级工程师,从事模具设计制造及金属加工工艺工作。
□ 中国航空工业集团公司航宇救生装备有限公司 袁开波
