供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



了解医疗 TPU 的挤出加工技术,要先从 TPU 的结构讲起。TPU(thermoplastic polyurethanes 热塑性聚氨酯)是一个由硬和软段的交替序列组成的嵌段共聚物 ( 见图 1)。它的化学结构由硬段和软段组成, 软段提供材料的柔韧性,硬段提供其热塑性、加工性和强度。硬段和软段的比例可以被设计,所以 TPU 有 着较为广泛的硬度范围(医疗级 TPU 的硬度范围为邵 氏 62A 到邵氏 87D)。

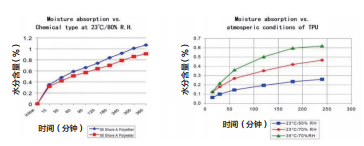
那么,挤出加工的第一步应该做什么呢?答案就是干燥。我们常说如果不干燥 TPU,就不要尝试去加工它。从 TPU 结构上来看,其硬段具有较强的吸湿性,在暴露于大气环境时最多吸收 3% 的水分(吸水型 TPU 更高),并且一般来说硬度越大吸湿性越强。常规聚醚和聚酯型 TPU 在不同湿度环境下的含水率(如 图 2),环境的温度越高、湿度越大 TPU 的吸水量越大。
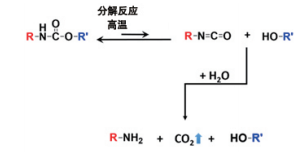
在高温加工过程中水分的出现会加速分解反应, 如图 3 所示的反应会导致聚合物链分解成胺和二氧化碳。医疗级 TPU 由于不添加耐水解剂和在抗氧剂种类和数量上的限制,这一反应过程尤为突出。
此外,TPU 树脂在成型过程中,过量的水分会导致成型的零件产生气泡和其他缺陷。在加工 TPU 之前, 必须将 TPU 进行充分的干燥,使水分的含量降低到一 定的限度(< 0.02%),以避免出现以下问题 :
• 水分较高时,主链断裂,分子量的减少
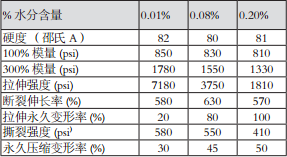
• 机械性能损失 (见表 1)
• 最终产品的缺陷 :表面缺陷(晶点、气泡等)
• 加工过程中的压力波动(尺寸不稳定)
水分对TPU挤出的影响
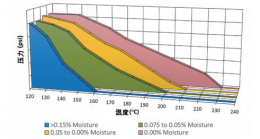
既然 TPU 加工时水分含量那么重要,那么水分对 TPU 挤出有什么影响?图 4 是 TPU 在不同水分含量下 树脂压力随温度升高而降低的示意图。可以看出当含 水量超出树脂的推荐加工温度限度时,压力迅速下降。 在某种程度上挤出压力的变化情况也可以作为 TPU 树脂水分含量的一个指标,压力变化快意味着水分含量 高。挤出压力的变化太快,就很难进行稳定的挤出生产, 导致制品的尺寸稳定性差。
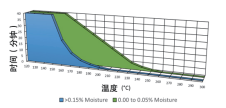
同时水分含量也决定着 TPU 加工的时间窗口。图 5 显示了芳香族 TPU 降解过程中温度和时间的关系。 其在水分含量较高和较低时的开始降解温度为 150℃和 180℃,和水分有很大的关系。由于大多数芳香族 TPU 的加工温度都高 于 180℃ , 含水量大于 0.15% 时的 TPU 在 180℃时开始降解的时间窗口只有不 到 5 分钟;而低含水量(< 0.05%)的 TPU 的稳定时间为 25 分钟,所以 TPU 材料加工前需要彻底干燥,以保证加工过程中不分解。
医疗级TPU干燥的要求
医疗级 TPU,由于有生物安全性能的要求,在配方上和工业 TPU 有较大的区别,很多加工助剂是不能添加或是限量添加的,所以医疗 TPU 的加工对水分的要求更高。
为了达到最佳的化学、物理和其他加工性能,路博润医疗级芳香族和脂肪 族的 TPU 推荐的含水率分别小于 0.02% 和 0.05%。在加工过程中可容忍的水分含量主要取决于加工温度、熔融 TPU 在设备内的停留时间等。
对于 TPU 的干燥,温度、露点、 时间和气流是必须考虑的四种基本参数,合适的参数是干燥TPU树脂的关键。
温度:合适的干燥温度可以使水分子在 TPU 中形成分子间的氢键断裂, 从而释放出水分。较高的温度可以更快的干燥树脂,但过热可能导致氧化和 / 或热降解。
露点:干燥设备中空气的露点为干燥设备提供足够干燥的空气,空气会在粒子周围产生低的蒸汽压,可以把水分吸引到粒子的外面。
时间:TPU 树脂需要足够的时间才能完全干燥。TPU 的干燥时间取决于树脂成分、露点、含水量和干燥温度。
气流:干燥机能够在干燥机料斗中提供足够的气流,有效地将树脂加热到指定的干燥温度。
我们推荐干燥机的空气露点为零下 40℃,干燥能力根据生产的需求进行匹配。
路博润医疗级 TPU 在加工前请务必测定 TPU 水分含量, 可以使用简单的精度为 0.001% 重量损失水分分析仪来测定。建议取 10g 左右的树脂在 145℃ 10 分钟的条件下使用水分分析仪来快速测定 TPU 中的水分含量。
怎样干燥Pellethane® 、Tecothane® 和芳香族Carbothane® TPU?
为了达到最佳的化学、物理和加工 能 , 在加工路博润 Pellethane® 、 Tecothane® 和芳香族 Carbothane® TPU 时的含水率应小于 0.02 %。此外,加工过程中可耐受的水分含量取决于工艺温度、熔融树脂的停留时间和被加工的 TPU 的硬度。较高的温度、较长的停留时间和较高的硬度的 TPU 对水分的要求更严格(硬段易吸收水分)。
建议露点 -40℃或更低,进气温度 ( 料斗 ) 在 82~104℃,建议干燥这些 TPU 采用合适容量的料斗。从密封袋中取出的树脂,通常干燥时间为 2 至 4 小时,即可达到 0.02% 的水分含量,若树脂本身的水分含量很高(非密封包装),通常应延长干燥时间。
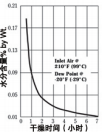
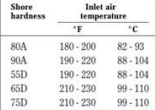
具体的干燥时间取决于树脂的成分、含水量和干燥温度,一般干燥时间为 2 至 16 小时,但一般不超过 36 小时。 图 6 是 Pellethane® TPU 典型的干燥曲线。保持树脂比周围空气更温暖,可以大大减少水分的 吸收,如果加工前树脂暴露于环境空气 , 可采用料斗干燥机保持树脂 在 65 至 93℃的温暖空气中。 表2则是不同
硬度 Pellethane® TPU 推荐的干燥温度。
不同的干燥机的干燥效率是不一 样的。除湿干燥机的干燥效率最高, 一般情况下 100℃ 2 小时可以干燥到0.02% 的水分含量,热风循环烘箱则需要在 110℃干燥 3 小时以上才能达到 0.02% 的水分含量,而料斗式干燥机可用来添加在设备上作为保持干燥的料斗,而不是用来干燥树脂(温度太高会导致树脂粘连不易下料。)
加工 Isoplast® ETPU 只能在水分含量低于0.02% (最好是0.01%)的条件下。 直接从真空密封包装拿出来的 Isoplast® 树脂可以用露点仪(-40℃)干燥 4 至 6 小时。如果包装已破损或不是真空包装,或树脂暴露在空气中,干燥时间则必须延长至 10 至 12 小时。包装已开封、破损或者树脂由于任何原因暴露在空气中超过 14 天以上的医疗级 Isoplast® ETPU,建议不再使用。
本文来自路博润。
TPU 树脂的干燥要点
• TPU 树脂的干燥时间取决于干燥的温度和开始时的温度;
• TPU 树脂加工前请确认树脂的水分含量。使用水分测量仪测量干燥的 TPU 树脂确保水分含量,芳香族 TPU 小于 0.03%、脂肪族 TPU 小于 0.05%;
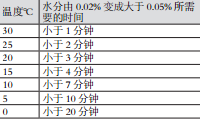
• 保持干燥:确保干燥后的树脂需要暴露于干燥温暖的空气中。如果加工设备上没有保持干燥的料斗而是直接暴露于潮湿的空气中,树脂的水分将由 0.02% 变成大于 0.05% 所需要的时间和温度的关系见表 3。