 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



1. 零件结构
随着数控加工技术的广泛应用,零件结构复杂程度不断提高,有些零件加工中,定位、装夹非常困难,不适合多次定位、装夹。整体机加工一次成形技术是在卧式或立卧转换加工中心机床上,按角度旋转、翻转工作台,对零件所有面、孔等整体一次加工成形,满足图样所有形位公差要求后,再分层掏铣零件与工艺柄相连部分,使工艺柄与工件分离。如图1所示,零件材料是铝合金2A12―T4型材,外圆φ32mm、K基面与孔φ30mm、M基面关联形位精度要求较高。若两次定位装夹,则定位误差较大,并且装夹困难。采用不卸零件一次加工成形技术,零件加工后形位精度得到了很好保证。
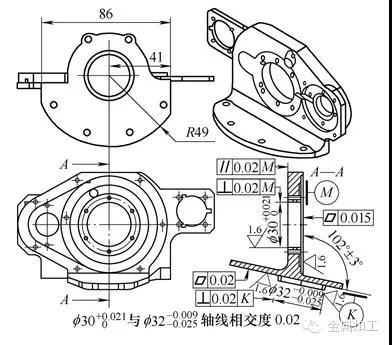
图1 支架简图
2. 加工原理
充分利用数控加工中心多角度、全方位加工优势,利用硬质合金铣刀高速、小进给加工零件变形小的特点,利用型材零件的外形残留部分作为定位、压紧工艺柄,利用UG软件自动编程功能,保证整体加工零件一致性、各面衔接吻合性好。
3. 工艺方案
(1)如图2所示,零件单边留量0.5mm,粗加工各面、孔,型材外形残留部分预留成工艺安装柄,在工艺柄处钻螺钉过孔3×φ6.5mm,沉孔3×φ11mm,深6mm,钻镗孔2×φ4mm(定位销孔)。零件稳定化处理(消除内应力)后,研磨E基准大面,保证平面度0.008mm。
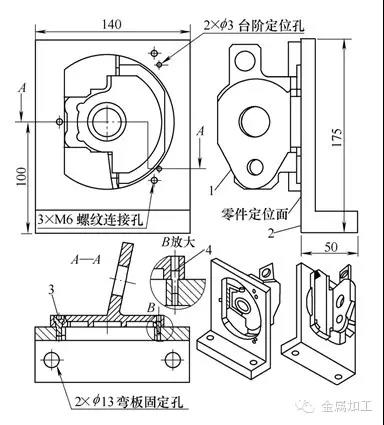
图2 半精加工支架简图
(2)如图3所示,设计制作专用弯板,选用调质钢40Cr材料,磨削保证安装面平面度0.006mm,钻攻3×M6-6H螺纹,点钻铰孔2×φ3mm(定位销孔),钻孔2×φ13mm弯板固定过孔,铣削让位扁孔(为精加工图1零件K面、φ32mm孔时,棒铣刀具可以探入扁孔内加工)。
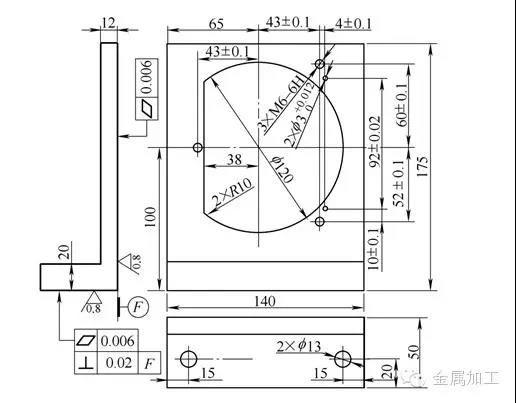
图3 专用弯板夹具图
(3)如图4所示,采用一面两销定位原则,将图3专用弯板安装在卧式加工中心工作转台靠近中心位置,架表验证F面与工作台面垂直,螺栓紧固弯板。以图2研磨E面、2×φ4mm孔定位,按图1精加工零件各面,精铣外圆φ32mm及K基面,精铣M基面及背面,精镗孔φ30mm等,保证尺寸及形位精度。(4)零件加工结束前,数控程序执行暂停指令(M00),在零件掉落的正下部放置硬质海绵垫(外形约20mm×300mm×300mm),继续加工。根据图1,用φ6mm硬质合金铣刀探入专用弯板夹具扁孔内,按每层铣深0.1mm,分层铣削零件外轮廓R49mm、86mm与残留工艺柄连接处,使工件与工艺柄脱离,零件掉落在预先放置的硬质海绵垫上(避免零件磕碰变形),零件R49mm周边残留飞边由钳工清理干净。
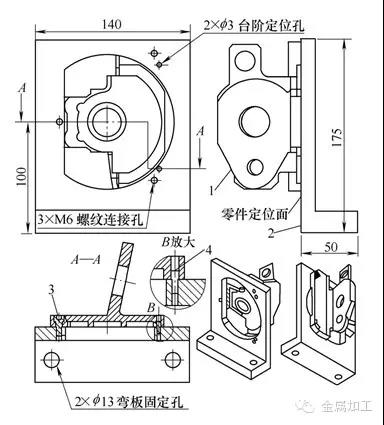
图4 零件精加工装夹示意图
1.精加工前零件 2.专用弯板夹具
3.内六角圆柱头螺钉(M6×12mm,3件) 4.台阶定位销(2件)
4. 实施效果
自主创新对支架零件采用整体机加工一次成形工艺技术,图1所示支架零件批量生产时,经三坐标检测,形位精度统计数据如下:K基面平面度≤0.012mm,M基面平面度≤0.01mm,M背面平行度≤0.015mm,φ30mm对M基面垂直度≤0.013mm,φ32mm对K基面垂直度≤0.015mm,φ30mm与φ32mm轴线相交度≤0.014mm。批量生产中零件形位精度稳定,生产效率大幅提高。
5. 应用及拓展范围
零件整体机加工一次成形工艺技术不仅可以在卧式加工中心中使用,也可以在立式、立卧转换加工中心中得到应用。如图5所示零件可以在五轴加工中心上用长方体铝合金型材整体一次加工成形,分层铣去工艺柄;如图6所示零件可以在三轴加工中心上用长方体铝合金型材,倒压板加工,左、右支座同时整体一次加工成形,分层铣削去残留工艺台。
6. 结语
零件整体机加工一次成形工艺技术主要应用于定位、装夹较为困难的零件加工,可以合并加工工序,提高工作效率,保证形位精度;可用于对称结构零件成对套裁加工,减少装夹次数,节约工装制作费用;适用于高速小进给逐层扫描加工,加工时切削力小、切削热少,零件不易产生应力变形。
