 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



过去的十年中,纳秒(ns)脉冲光纤激光器在打标市 场中的应用非常成功,已经成为金属打标的主要激光源,并且随着平均功率的增加,它在激光雕刻领 域中的应用也日益广泛。这些激光器的脉冲能量通常在毫焦 耳(mJ)量级,峰值功率略高于 10kW,平均功率现在可达 到 100W,这拓展了其更广泛的应用空间。
SPI 的脉冲光纤激光器在 MOPA 设计的基础上将半导体 泵浦源与光纤放大器相耦合,相比于传统的 Q 开关激光器, 可更优异的控制单个脉冲的特性。纳秒脉冲光纤激光器具有非常宽范围的可变重复频率(1kHz-4MHz),可以随时切换 脉宽(3ns-2µs)、并且能够在连续模式和调制准连续模式下运行。凭借广泛的用途和出色的可控性,这些激光源迅速成为各种精密加工的理想选择,例如雕刻、清洗、划线、标识 和微加工。这些激光器通常与扫描振镜配合使用,可获得极快的加工速度。
基于扫描振镜平台,纳秒脉冲激光器使用简单的工艺即 可实现金属箔层的切割,切割速度是确保切穿的关键参数。 使用扫描振镜进行加工时,通常无需辅助气体,通过烧蚀和熔融喷溅去除材料,从而实现无毛刺切割,并尽可能减小加工的热影响区。
该工艺的一项主要应用是切割锂电池极片。锂电池极片是一种复杂的多层材料,涂覆层材料之间通常有 5~40µm 的金属层,极片的总厚度可达到 100µm 左右。切割这些材料时,使用 100~200W 激光器可以实现 1m/s 以上的切割速度。 而 SPI EP-Z 系列 100~200W 准单模激光器在此应用上具有独特的优势,单脉冲能量 >1mj,光束质量 M2~1.3,频率范围 1K~4000KHz,脉宽可变范围 10~2020ns,输出光斑直径 ~10mm。以上光学特性保证了电池极片切割的效果和效率, 同时激光器风冷的设计也更便于设备集成。
这种适应性广、加工速度可控的激光切割工艺对于至今仍然依靠机械切割技术的终端用户极具吸引力。同时,激光 切割可消除传统机械切割的工具磨损、定期维护和缺乏灵活 性等问题。该应用对切割质量具有极高要求,因此必须尽可能减少毛刺并避免对涂覆层造成损伤。通过优化加工工艺参数,可以控制切割质量,而且对于部分特殊材料,多次切割的工艺还可进一步的提高切割边缘质量(图 1)。

切割较厚的材料时,需要沿着同一路径进行多次加工, 才能确保材料完全熔透。但是,这种技术也有局限性,例如 随着切缝深宽的增加会导致光束能量的衰减,从而造成加工效率降低。一般可以通过调整光斑大小或者进行自动对焦, 可改善加工效果,但是改善程度有限。
和使用连续激光器进行切割一样,光束质量会对切割 质量产生影响。但是,对于脉冲光纤激光器,除了光束质量 会对切割质量造成影响外,单脉冲能量和峰值功率的影响也 不可忽视。将三种不同光束质量的激光器进行直接对比(使 用 20W 的激光器配合相同的光路),发现光束质量最好的 EP-S 系列激光器(M2~1.1)并未取得最佳的切割效果。相 比较,M2~1.3 的 EP-Z 系列激光器的切割效果最佳,可以理解为高质量光束的 EP-S 激光器其较小的聚集光斑并未充分 抵消其较低的单脉冲能量和较低的峰值功率。尽管 M2~1.6 的 EP-L 系列激光器具有更高的单脉冲能量和峰值功率,但切割效果却弱于上述两种激光器,主要因为其聚焦光斑太大, 因此在材料表面上所聚焦的能量密度显著降低。根据测试结 果,令人惊讶的是,即使是相同的激光功率, M2~1.3 的准单模 EP-Z 系列激光器切割速度是最优的,约为 M2~1.6 激光器的 10 倍。
对于切割更厚的材料,需要采用其他的切割工艺,以有效拓宽切口,并去除更多的材料。通过提高聚焦光斑大小即可实现,但却会降低入射能量密度,进而影响材料的去除效率。一种新型的尤其适用于 X-Y 工作平台的有效方法是, 偏移每次切割时的路径,通常偏移距离小于光斑直径,由此可有效使切割宽度翻倍。但是,在图形编辑时需要特别注意的是,需要确保成品部件的尺寸精度,并且随着切割材料厚度的增加,切割边缘会逐渐呈锥形。基于扫描振镜平台,使 用打标软件(最初用于拓宽打标线)的“摆动”功能可取得不错的效果。
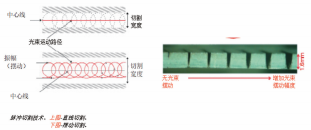
利用该功能,光束沿着切割线按照设定的幅度有效进行螺旋运动。摆动宽度、摆动频率和切割线速度可以分别控制,以优化脉冲重叠效果,并最大程度地去除材料。切割大 于 0.5mm 厚度的材料时,可使用更加复杂的多次加工工艺, 其中各次的参数可单独优化。这种技术适用于各种金属材料, 但是切割速度和切割厚度会有所不同,例如,100W 纳秒脉冲激光器在 1mm 厚的铝材上的切割速度为 0.9m/min,但在 1mm 厚的银材上的切割速度仅为 0.2m/min。另外,纳秒脉冲的高峰值功率意味着可使用平均功率相对较低的脉冲激光器进行高反材料的加工(图 2)。
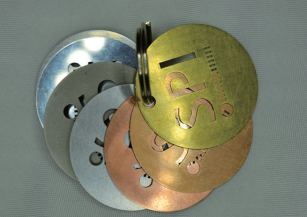
基于扫描振镜的激光加工系统在微切割中的优点是设备成本较低,并且相比于传统的连续切割,激光器和系统免维护。此外,另一项优势在于纳秒脉冲激光加工系统可 以同时进行标记、雕刻、微加工和切割。目前该功能在珠宝行业得到充分的运用,纳秒脉冲光纤激光器已成为贵金属精密加工的标 配,设计人员和制造商可借此充分发 挥脉冲光纤激光器应用的灵活性。纳 秒脉冲光纤激光器 可用于 7 天 24 小 时的制造环境中, 并凭借稳定的光源不断拓展其他的应用领域(图 3)。

切换光纤激光器的脉宽可为工艺优化提供另外一种解决方案。但是,不同的脉宽对于材料去除率的影响较小,通常只有对于特定的材料加工时才会使用脉宽切换进行优化。
使用基于扫描振镜的技术通常可以对 <1mm 厚度的材料进行切割,加工较厚的材料时,需要不断调整焦点位置,以维持能量密度。
光纤激光器也可以与标准切割头和带保护气体的喷嘴结合使用,就像传统连续激光器一样。特别的是,50W 的纳秒脉冲激光器就可以实现传统的 300W 连续激光器才能实现的银、黄铜和紫铜材料的切割。另外,SPI 纳秒脉冲光纤激光器可在脉冲模式、连续模式和调制准连续模式下使用保护气体进行材料的切割,具体使用模式视应用情况而定。
在脉冲模式下,高峰值功率可确保材料的吸收率,但是切割速度可能会较低。在连续模式下,聚焦光斑的能量密度受限于激光器本身的平均功率,通常低于材料吸收的阈值, 所以无法使用低功率连续激光器进行高反材料的加工。而纳秒脉冲光纤激光器在高重复频率下使用长脉宽(>200ns)产生的峰值功率远大于 200W,从而可实现使用低于 100W 的 脉冲激光器切割厚度高达 1mm 的各种材料(图 4)。
在部分应用中,光纤激光器的通用性意味着同一台激光源可用于切割、打标和医疗器械行业的微型部件的焊接。 只需采取几个制造步骤即可帮助其精简制造工艺。
需要注意的是,纳秒脉冲光纤激光器的用途不仅仅局 限于金属切割。这些激光器还可用对 1µm 波长具有吸收率的各种非金属材料的加工,例如,其他可切割的材料包括: 硅、碳纤维复合材料、陶瓷、橡胶、部分塑料和聚合物。事 实上,此工艺现在正广泛的应用于电子行业内多层复合材料的切割。
SPI 基于 MOPA 结构设计的脉冲光纤激光器,为激光切割市场提供了一个全新的选择,非常适用于薄材料和高反材料的切割。随着平均功率的提高,脉冲激光器可有效替代传统连续激光器进行切割。设计和制造工程师还应特别注意到的是,光纤激光器在创新制造解决方案中提供的加工应用的通用性。
□ 本文由司浦爱(SPI)激光技术(上海)有限公司供稿
作者:Jack Gabzdyl,王明
