 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



自1960年以来,最新的光源技术一直被用于激光加工领域。激光加工技术的发展与国家项目密切相关。日本的激光加工技术从1977年开始发展并在二氧化碳(CO2)激光加工方面处于世界领先地位。但是,自2001年以来,其项目一直没有取得很大进展。因此,日本在现代激光技术方面落后于德国和美国。
在德国,国家战略引导的政府投资仍然非常活跃。在这种环境下,日本的一些研发项目正在重新启动,其中包括“基于高亮度高效率激光技术的先进智能激光加工开发(2016-2020)”项目。项目涉及搭载蓝色激光二极管的加工技术的开发以及短波长和短脉冲激光器的开发,其终极目标是开发出搭载千瓦级蓝色激光二极管的新一代加工系统。
激光二极管具有很多优势,例如:优异的光强度和波形远程可控性以及自动化和无人机床(基于物联网(IoT)和人工智能(AI))的适用性,而后者将成为未来制造业的形态。如果完善的蓝色激光加工系统能够快速提高加工性能,日本有可能改变现状再次占据更高的世界地位。在德国,自2016年以来,被称为EffiLAS的国家项目一直在制定关于开发直接加工用千瓦级蓝色激光二极管的国家政策。因此,日本的地位很难预测,并不一定能够恢复过去的荣光。
光源世界也会不可避免地发生范式转移。随着最近几年环境意识的提高和2014年诺贝尔物理学奖的颁发,氮化镓(GaN)发光器件受到了很多关注,尤其是在照明领域。通过不断提高蓝光二极管元件的亮度和输出功率,蓝色激光二极管已进入了大规模生产时代,主要用作投影仪光源。此外,大功率蓝色激光器与目前的光源相比还具有许多优势,甚至可能重写激光加工的工业地图。
蓝色激光二极管元件
蓝色激光二极管常被用作拾取器等应用的小功率光源,它在性能方面已有显著的改进。最近,单元件3W及以上功率的产品已实现了商业化。
图1所示为单个元件从NICHIA公司的蓝色激光二极管获得的输出功率和壁插效率(WPE)的转变(作者根据该公司的数据绘制)。经过过去十年的蓬勃发展,我们可以清楚地看到输出功率提高了约10倍,效率提高了约一倍。其主要应用是替换投影仪中的灯,并与能够产生绿光或红光的荧光体一起使用。由于蓝色激光二极管与灯相比具有更长的寿命和更小的尺寸,因此近年来它们在照明和显示应用领域迅速普及。
目前,将蓝色激光二极管用于多种加工用途还需要更长的时间。从光源的亮度(加工应用的重要参数之一)来看,蓝色激光二极管已经优于红外(IR)激光二极管。
从商业产品元件端面的功率密度来看,近红外激光二极管大功率产品(单发射极11W)约为6×106W/cm2,蓝色激光二极管(单发射极3.5W)约为12×106 W/cm2。
在激光加工过程中,材料的光吸收率也是一个重要因素。一般来说,反射率在不超过蓝光的较短波长区域内减小,因此蓝色激光二极管完成等量加工所需的功率明显比近红外激光二极管更低。由此可以预见,其能耗更低,效率更高。
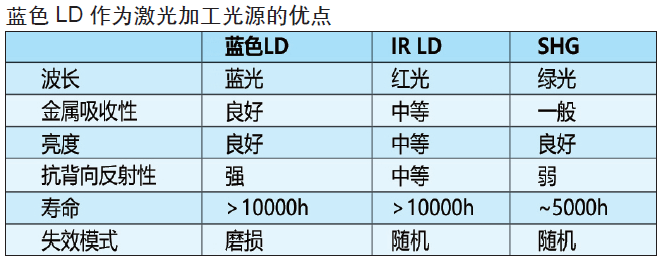
表格显示了蓝色激光二极管与近红外激光二极管和二次谐波产生(SHG)激光器(另一种短波长激光器)相比的优越性。除了上述的高亮度特性和低反射特性之外,蓝色激光二极管还具有抗背向反射性、低失效率和直接调制特性等优点。
可见光激光二极管的元件一般会单独装在TO封装上,因此单个元件的输出功率是有限的。随着未来功率的增大,除了多发射极封装(多个二极管元件装在一个大型封装上)外还需要密切关注激光棒的发展趋势。
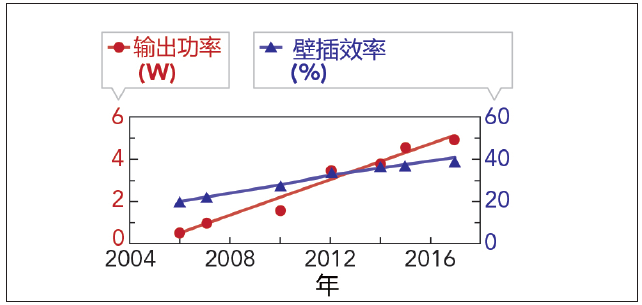
图1:蓝色激光二极管的输出功率和壁插效率性能趋势
蓝色激光二极管每单位面积产生的热量是近红外激光二极管的2倍以上,因此必须有效冷却。此外还必须创造出一种能够严格进行密封管理的可靠的封装技术,以防蓝色激光二极管特有的高光子能量引发悬浮颗粒集尘效应。
为了开发出满足更高功率要求的大功率蓝色激光器,还需要多个封装来组成激光器模块。从模块形式来看,有多种方法可以做到这一点,例如:空间光束输出、单光纤输出和光纤束输出。单光纤输出型模块不会妨碍蓝色激光二极管的高亮度特性并能够高自由度搬运,因此选用该模块可使用同样用于近红外的通用连接器,从而实现广泛的应用。此外,光纤耦合模块具有多种其他优势,例如:因光源装置和发光装置分离而易于进行热设计、部件放置位置最佳以及功率易于放大。
针对激光加工应用,我们正在开发一种搭载蓝色激光二极管的高功率高亮度光纤耦合蓝色二极管激光模块(蓝色直接二极管激光器或B-DDL)。它是一种多功能的激光模块,能使蓝色激光束通过纤芯直径为100μm的光纤自由传输而不影响激光二极管的高亮度特性。下文我们将介绍B-DDL的基本工艺、组合工艺和部分特性。
光束组合
迄今为止,可见光激光二极管器件单发射极的实际功率在商用产品的单一波长下约为3.5W,而且束流多个元件输出功率的光束组合器对于获得更高的功率来说必不可少。光束组合的方法分为相干方法和非相干方法(图2)。其中,非相干方法可谓是一种无需激光器之间精细相位控制的实用方法。

非相干方法包括一个空间组合方法——组合同一空间内的多个光束、一个偏振组合方法——通过偏振分束器组合正交偏振光以及一个波长组合方法——组合同一轴线上的不同波长。图3所示为每种方法的概念图及其优势和劣势,此外每种方法还可组合使用。
其中,空间组合适合于组合相同波长的多个激光二极管元件来获得高输出功率。激光器的亮度B通过激光器输出功率P、照射光斑表面积S和激光束立体角Ω用(1)来表示:

其中λ是波长,M2是通过光束光斑半径w0和光束发散半角θ0用(2)来表示光束质量的参数,光束发散半角θ0是理想高斯光束的最小值1。

如图4所示,当模场直径为w1、发散角为θ1的多个激光二极管排成一行并且与焦距为f1和f2的透镜组合成多模光纤(模场直径w2,发散角θ2)时,可被组合的最大光束数量N为以下方程(3)的近似解:

其中Ff是光束的空间填充因子,M12和M22分别是激光二极管和光纤的光束质量。当空间填充因子Ff=1且最佳耦合条件f2w1/f1w2=1时,可被组合的光束数量取最大值NMAX=M22/M12。如果使用Mx2=11.7且My2=5.0的450nm激光二极管器件,并将纤芯直径为100μm的多模光纤(NA=0.2)作为光纤,那么可被空间组合的最大光束数量约为80。
图5所示为采用了空间组合方法的20W型BLUE IMPACT系列光纤耦合大功率蓝色激光器模块的外观。它具有前所未有的高亮度,并且其用途已经扩展到铜激光加工和激光焊接等应用领域。
高输出功率
空间组合的功率可扩展性受限于光纤的纤芯直径和数值孔径(NA)。因此,将波长和偏振方法相结合对于获得高功率细芯径光纤来说极有必要。幸运的是,GaN基二极管覆盖了相对宽带隙的能量范围,而且原则上它是一种能够产生紫色到红色可见光的材料。它还覆盖了375-532nm的短波长可见光区域(包括商用级激光二极管产品),并且可通过选择不同波长的元件来进行波长组合。
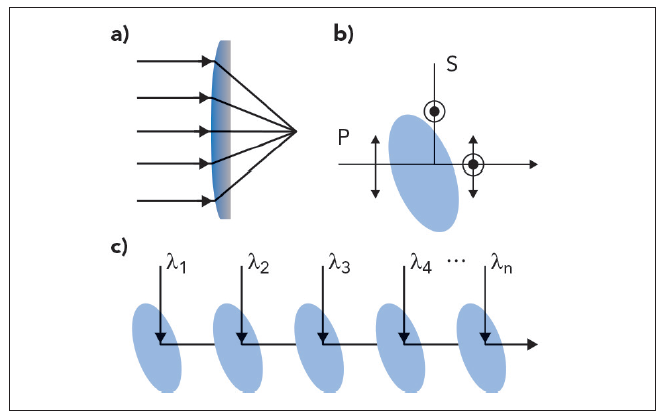
图3:图示为空间光束组合(a)、偏振光束组合(b)和波长光束组合(c)
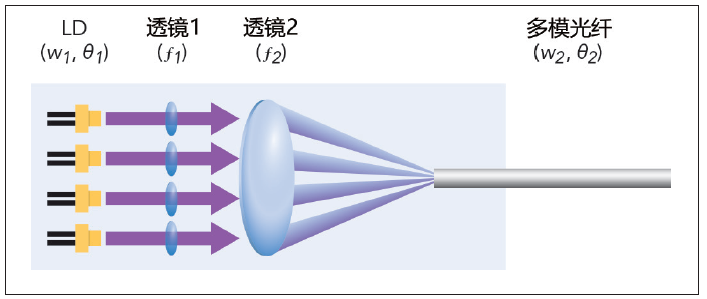
图4:组合成多模光纤的示例图

图5:20W BLUE IMPACT 蓝色直接二极管激光器(DDL)模块
图6所示为结合了空间、波长和偏振组合方法的高功率模块概念图。通过空间组合多个波长的激光二极管(例如:λ1到λ3)获得的子模块通过二向色滤光器被集中到一个光束上,然后通过偏振组合方法进一步组合。由于通过偏振和波长组合方法组合的光束不会造成横截面积和扩散角增加,因此能够在保持与子模块相同的质量的同时获得高输出功率。
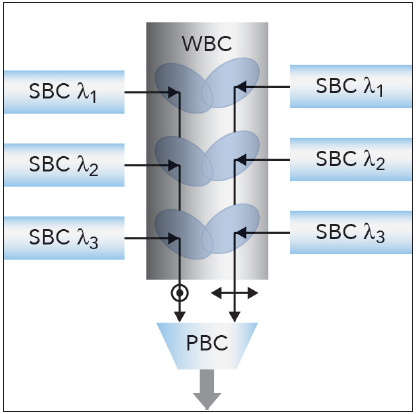
图6:结合了空间光束组合、波长光束组合和偏振光束组合方法的DDL 模块功率扩展示意图
图7所示为100W BLUE IMPACT系列产品的外观,它能够产生高功率。其高功率和高亮度以光束参数乘积(BPP)值10、来自100μm芯径光纤的光输出100W和1MW/cm2及以上的功率密度来表示。
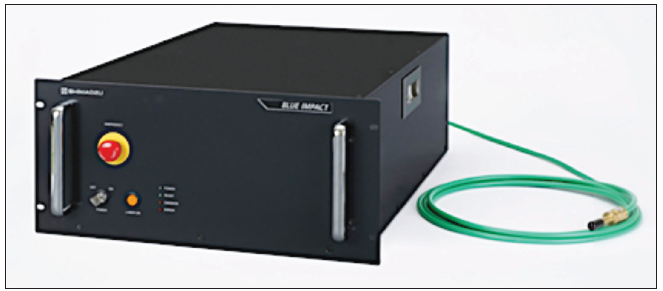
图7:100W BLUE IMPACT 光纤耦合蓝色DDL 模块
激光特性
本段将介绍BLUE IMPACT光纤耦合高亮度蓝色激光二极管模块的特性。根据所需激光器功率的不同,该系列阵容可提供功率高达100W和光纤芯径50μm以上的产品。图8所示为20W产品的光谱和输出特性示例。从纤芯直径为100μm的光纤可获得20W 450nm蓝光输出,并且电光转换效率约为20%。该数值仅低于蓝色激光二极管元件的WPE,那是因为环境光的损失不匹配光纤的NA和菲涅耳反射对光纤端面的影响。在该示例中,根据要安装的激光二极管器件的不同,光谱在448nm附近扩展约4nm,使其更窄或更宽。当使用窄带时,还有望将其用作固态激光器或荧光体的激发光源。
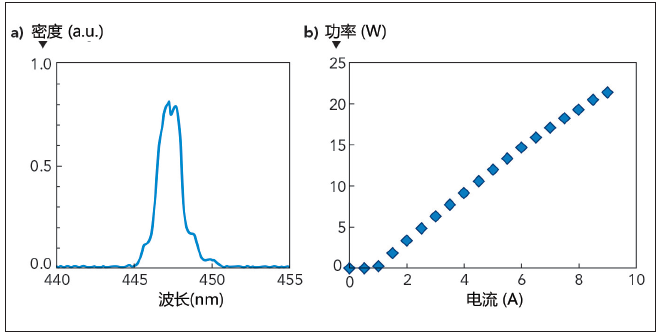
图8:20W 蓝色DDL 模块的输出特性包括输出光束光谱(a)和输出功率与激光二极管电流(b)
图9所示为通过透镜将光纤输出聚集为1:1时光束直径在焦点附近沿光轴方向变化的情况以及光束轮廓在焦点位置的示例。当光纤输出光的NA为0.2时,它可以被浓缩至相当于100μm的光纤芯径和获得的M2理论值70。
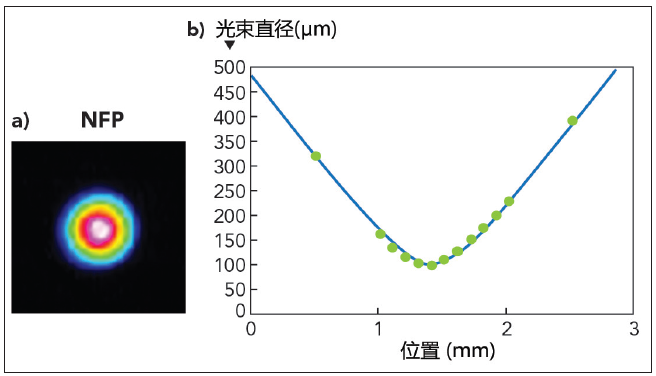
图9:20W 蓝光DDL 的光束轮廓显示了输出光束的近场图案(a)和光束传播特性(b)
图10所示为100W型光束轮廓的近场图案(NFP)和输出特性。该光纤是纤芯直径为100μm的阶跃折射率光纤,其输出端的NFP呈顶帽反射形。获得的M2值为70,与理论值一致。
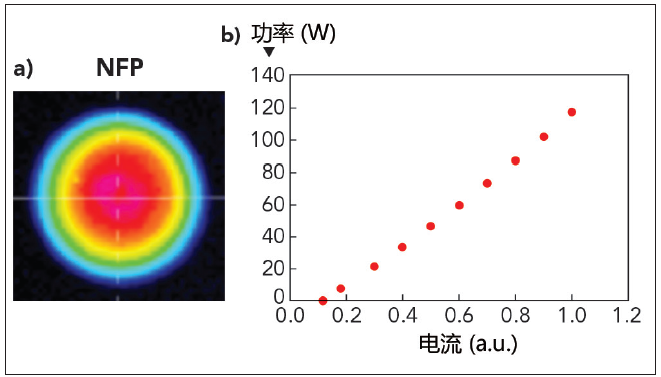
图10:100W 蓝光DDL 模块的输出特性如输出光束的近场图案(a)和输出功率与激光二极管电流(b)所示
大功率蓝色激光器加工示例
本段将展示大功率蓝色激光器的激光加工示例,其结果主要来自于BLUE IMPACT 100W型产品。随着汽车行业电动车辆(EV)技术的进步和伴随移动设备而生的锂离子电池的发展,纯铜激光焊接的需求正在不断增长。由于蓝色激光器使纯铜的光吸收率达到了40%甚至更高,并且它只需比传统红外激光器更小的功率即可熔化纯铜,因此能够抑制因能量过量产生的溅射。通过这一方式,温和加工得以实现。
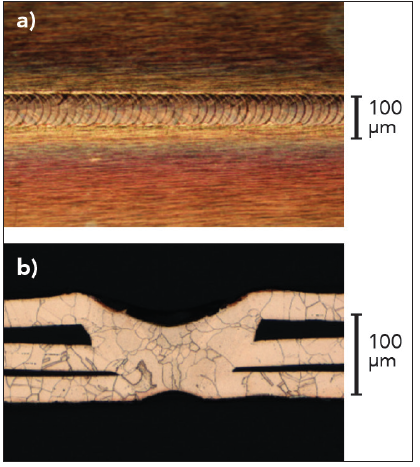
图11:100W 大功率蓝色激光器对30μm纯铜片进行搭接焊接后焊珠的顶视图(a)和横截面(b)
图11所示为用100W大功率蓝色激光器对铜箔进行搭接焊接的结果。在三片铜箔堆叠成30μm厚度的状态下,从顶面开始以约10mm/s的速度用激光扫描铜箔。由于纤芯直径为100μm的光纤输出以1:1的投影比聚集,因此样品表面上的激光光斑直径也为100μm。最终获得了良好的焊接点并且热量对碎屑和周围环境的影响也得到了抑制。

图12:使用100W 大功率蓝色激光器的3D 打印机如图所示,它实现了纯铜直接成型制造;(a)为搭载大功率蓝色激光器的SLM 设备,(b)为由纯铜粉末制成的3D 原型样品
图12所示为一个3D打印机的示例,它能够用大阪大学开发的蓝色激光二极管进行纯铜成型制造。它是日本新能源和工业技术开发组织(NEDO)“基于高亮度高效率激光技术的先进智能激光加工开发”项目及其层状样品的成果之一。100W大功率蓝色激光器被安装在基于选择性激光熔化(SLM)技术的3D打印机上,XY平台上的激光聚焦头经过扫描熔化并固化粉末床上特定部分的铜粉。粉末床上的激光聚焦光斑直径达到了100μm,因此能够层压具有高导电性和高导热性的纯铜,而纯铜原本很难用激光熔化。该技术有望应用于航空航天和电动汽车等工业领域。
因为物联网和人工智能等的出现,工业领域已发生了新的范式转移。激光加工技术具有数控一致性和远程加工可用性(无需换模)等优势,它将在新一代领域中发挥主导作用。利用大功率蓝色激光器进行激光加工的技术才刚起步,但随着未来的发展,它有可能成为新一代先进制造的核心工具。
