 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



无论是汽车和家用电器行业,还是通信和医疗技术行业,各行各业都需要用到金属和塑料制成的精密混合部件。尽管应用场景可能不同,但这些行业都有一个共同点:它们需要适应不断增加的消费品和工业品的个性化需求。在生产过程中,它们需要可快速改装的柔性工艺和系统以及工艺集成和自动化来确保单位成本不会增加。
模块化系统是生产的关键。除此之外,最重要的是技术供应商之间的合作,他们决定了项目能否取得成功。毕竟,其目的是连接金属世界和塑料世界。在佛罗里达州奥兰多举行的美国国际塑料贸易展览会(NPE 2018)上,系统合作伙伴恩格尔和Modular Molding Systems(MMS)公司对该系统进行了展示。
紧凑型线性生产线
恩格尔展台展示了热控开关外壳的生产。从触点的冲压到即用型电子元件的检测和贴标,所有工序都在高度集成的生产单元中全自动完成(图1)。黄铜载板的原料直接通过卷筒送入并预先打孔(包括在线螺纹攻丝)。载板(仍位于料带上)在恩格尔insert 60V/35立式注塑机上用玻璃填充尼龙包覆成型之前,伺服电动攻丝螺纹已经完成。

图1 用于制造热控开关外壳的原材料直接通过卷筒送入并预先打孔(包括在线螺纹攻丝)(©恩格尔/MMS)
质量控制也在生产过程中进行。除了摄像头检查,模具还集成了高压测试,因此生产过程中即可完成100%短路检查。为了确保无缝的可追溯性,在去除浇口和载体标签并将部件从料带上分离之前,系统还通过激光对优质部件进行了打标。每隔20秒会有8个即用型电子元件离开生产单元。
热控开关(例如:用于监控汽车或家用电器电机的开关)通常通过复杂的多步工艺生产。一般来说,金属部件可能会在不同的地点进行冲孔和包覆成型。这不仅会产生昂贵的物流成本,而且还会耗费大量材料,因为它需要启动两个独立的工艺。这是一笔相当高的成本支出,尤其是在使用有色金属时,但这也可通过高度集成的工艺来解决。
安全可控的复杂性
凭借MMS系统的模块化设计,附加的加工模块可轻松集成。例如:用于电阻测试或激光焊接、铆接、组装或部件清洁的模块。无论模块数量多少,整个工艺均可通过insert注塑机的CC300控制单元进行可视化控制(图2)。这是集成解决方案的基本特征之一,它大大降低了复杂性并确保了整个工艺的操作便利性和安全性。此外还有一个手持式操作面板可用于设置和手动操作。

图2 无论模块数量多少,整个工艺均可通过insert注塑机的CC300控制单元进行可视化控制(©恩格尔)
恩格尔在NPE上展示的生产单元是线性生产线的一个范例,它主要用于卷筒式生产而无需其他搬运系统和机器人。载带(又称引线框架)用于一个模块和另一个模块之间的输送。在制造工艺结束之时,混合部件与引线框架分离,而剩下的金属带材通常被倒卷。
注塑机位于各种金属加工模块之间。这种线性布置方式使系统格外清晰并简化了操作。此外,线性布置使系统更加紧凑,有助于提高每单位面积的生产效率。占地面积在许多公司已成为考量效率的重要指标之一。
径向布置带旋转台的机器可缩短周期时间
与上文相反,当混合部件不得与载带连接或者金属部件明显小于塑料部件时通常使用径向系统或传送系统。这些生产线的核心是注塑机,它们配备多工位旋转工作台,可用于移除包覆成型的成品部件,同时将新的金属嵌件放入模具中。
预加工模块通常布置在注塑机的左侧,下游工艺模块(例如:质保和打标)通常布置在右侧,搬运系统则位于两者之间。线性机器人(含多个x轴或z轴)使布局更加清晰。根据应用和产品的不同,最常用的是Scara机器人和铰接式机器人。径向布置使注塑成型工序的上游和下游模块实现了快速转换和增补。
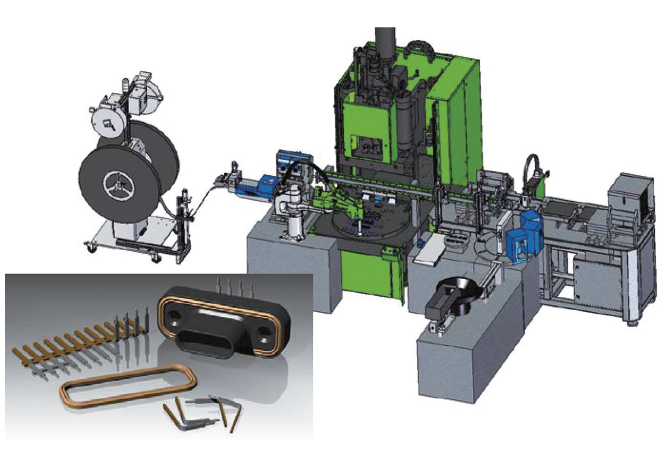
图3 当混合部件不得与载带连接时通常使用径向设备布局。四针插头嵌件的生产就是上述情况之一(© MMS)
举例来说,四针插头嵌件制造(图3)需要用到径向系统概念。带有镀金接触区域的预冲孔镀锌带材通过自动卷绕器从线圈上松开。卷绕器用于在操作期间更换带材。线圈可在很短的时间内完成更换而不会对塑料材料造成热损伤。
在凸轮控制的冲孔弯曲模块中,连接腹板被切割并且触点被弯曲。后续注塑模具中的粘接和密封对精度的要求极高,这一点将通过在载带上输送部件来确保。此外,在包覆成型之前,弯曲部件的优势在于能够对载带的应力波动进行补偿。
将全部32个触点(4x8)从冲孔模中分离,然后通过Scara机器人(Engel easix)将其嵌入注塑模具。恩格尔insert 60V/35 XS注塑机的旋转台上有两个下半模,用于在部件包覆成型时嵌入下一组触点。并行操作缩短了周期时间并避免了能量损耗,因为锁模单元每次只需短暂打开。
每次注射将生产8个插头嵌件,这些嵌件随后由恩格尔viper 6线性机器人移除。部件移除后立刻进行视觉质量控制。安装在机器人抓爪上的摄像头即为此之用。机器人将部件传送到旋转台,旋转台被用作后续检查和组装的缓冲区。旋转台有八个工位,集成了密封元件组装、各种摄像头和激光测试工位以及必要的重定位工序。
8个部件在24秒内完成生产。成品元部件通过伺服搬运系统传送到托盘服务器,装满的托盘随后被存放堆叠起来,废件则自动分离。
高加工精度推动全自动化的实现
接触元件的制造是径向布置生产单元的另一范例(图4)。考虑到导电通路的复杂性和元件内部的有限空间,此次应用中的引线框架应分成两条。同样的,预冲孔的镀锌带材被从左侧送入注塑机。两个进料和弯曲工位具有相同的布局。带材通过卷绕器松开并通过伺服电动夹持送料机送入生产线。
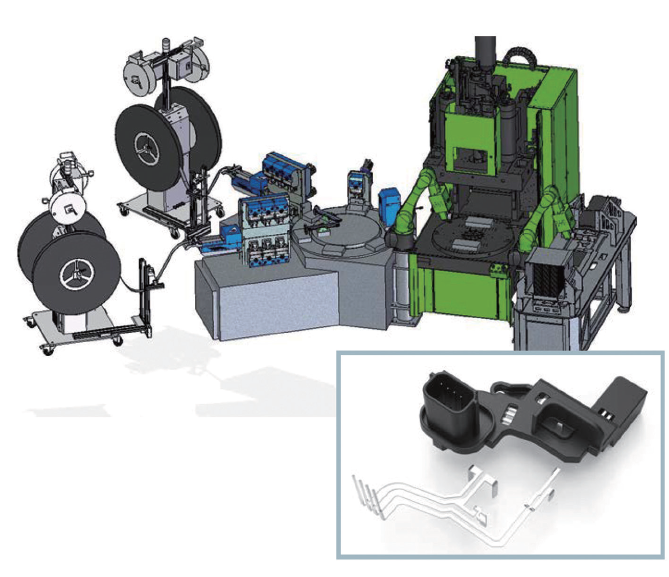
图4 考虑到导电通路的复杂性和元件内部的有限空间,接触元件制造过程中的引线框架应分成两条(© MMS)
在装有六个独立滑动单元的凸轮控制的冲孔弯曲模块中,触点在弯曲和分离之前还先经过切割。在移动切板和两个伺服搬运系统的辅助下,引线框架被传送至注塑模具中的正确位置。在包覆成型之前,触头在另一弯曲模块中被弯曲。90°弯曲的目标必须精确遵循,因为上半模必须能够插入触点进行包覆成型。在两个easix铰接式机器人中位于左侧的机器人拾取触点并将它们正确插入双腔注塑模具之前,触点的位置在摄像头的辅助下进行检查。
在该应用中,insert立式注塑机也配备旋转台来执行包覆成型的所有搬运工序。装在锁模单元右侧的easix铰接式机器人用于移除成品接触元件并将它们放入泡罩托盘。
两个铰接式机器人分别位于锁模单元的两侧,它们的搬运理念确保了模具区域的良好利用率。此外,因为部件表面积小,注塑工序不需要太长的冷却时间,在该应用中两个机器人的并行操作还缩短了周期时间。
