 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



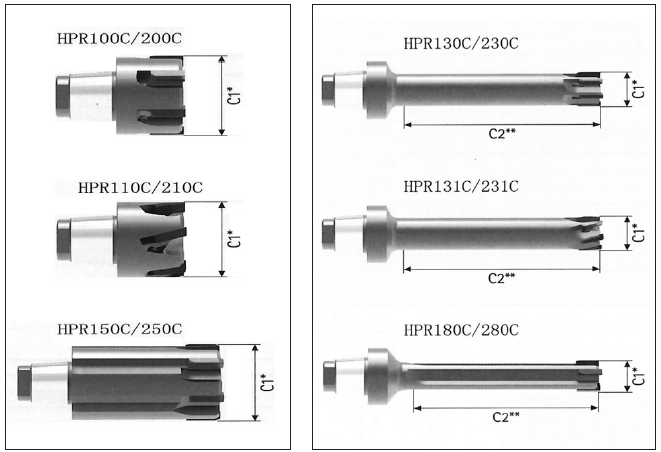
图 1. HPR100 系列(左)和HPR200 系列(右)
德国MAPAL公司及其集团下BECK、MILLER、WTE等公司在孔加工刀具和刀柄等研发方面经验丰富,为了解决孔加工特别是较深孔加工由于刀具悬伸长,刚性不足产生的桡曲而影响加工精度的问题,其开发了导条式和其它各类先进结构刀具。
在加工效率方面,他们发现固然多齿的铰刀比镗刀显著地高,即使加工断续孔、交叉孔也能胜任。但为了实现高精度加工,铰刀的各个固定刀齿安装时的准备和调试工作却很烦杂,虽可采用精密的微调机构,但刀具的制造的成本会提高。精细的调整还需要花费很多时间。能否有一种加工精度高、效率高、适应面广、调节操作又方便的铰刀系列呢?
将铰削精度提升至新高度
MAPAL集团开发的HPR(High Performance Reamer)高效铰刀100-400系列。使高效高精度铰削达到一个新的高度。他们最初开发的是小中孔径铰削用的100系列和200系列,此二系列的铰刀头可以更换,经济性远高于整体型铰刀。HPR100的第一位的数字1是指铰刀头刀片被钎焊固定,不可调节,HPR100系列的产品有110、130、131、150、180等数种。HPR200的2字表示铰刀头刀片未被焊接固定有调整机构。虽复杂些,但若刀片磨损,可调节伸出,再次磨削达到要求尺寸后,继续使用。它包括200、210、230、231、250、280等数类。1和2以后的数字分别表示了刀齿螺旋角的大小方向和是否能加工盲孔等。为了能加工各种材料,以上各系列的铰刀头可以具有不同的刀片材料如;硬质合金、金属陶瓷、CBN、PCD等并可加上不同的涂层。100和200系列铰刀头直径在7mm到65mm范围内,并以一定尺寸的间隔提供各种标准产品。能适应不同的加工尺寸和精度要求的几种标准结构如图1,图中的C1是订货时可以提出的个性化的刀刃外形直径。也就是据不同要求,用户指定的可换铰刀磨削后的尺寸及公差范围。图1中的C2尺寸是指个性化要求的有效长度尺寸。客户们根据自己零件的孔深要求即可提出订货。铰刀是一次加工达到最终尺寸要求的精加工刀具,磨出和搭配出C1和C2的产品就能满足客户的各种要求。为了进行加工这二系列的铰刀刀头应被安装在称为HFS刀头安装系统(Head Fitting System)的专用铰刀刀柄上,此刀柄与机床主轴相连。
图2 是安装HPR100和200系列可换刀头的几种HFS刀柄类型,HFS刀柄为和不同的机床主轴相结合,其一端做出的形状,有圆柱体、有HSK型(短锥及端平面)、有法兰及短销型。通过机床主轴上相应的结构与之连接,并被传动回转,进行实际加工。
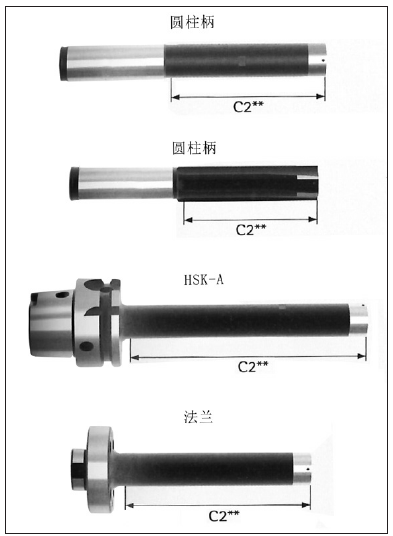
图 2. HFS 连接系统
机械加工实质是刀具和工件在作相对运动中,刀具切削工件达到符合质量要求零件的方法和过程。为了始终保持刀具和工件正确的相对位置,在此正确的位置上作正确的相对运动,工件和刀具应各被夹具和刀柄正确地可靠地定位和夹紧,以承受相应的切削负荷。必须设计制造出优质的夹具和刀柄。在中小直径范围内杰出的HFS刀柄结构对HPR铰刀头的定位夹紧实现了不低于整体铰刀的高精度,高刚度,高效率、而且操作简捷方便。
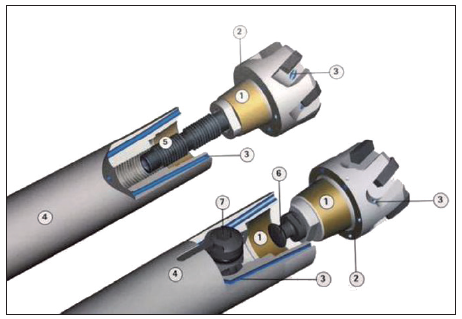
图3. 两种铰刀头和HFS 刀柄的安装
图3可见 HPR系列的铰刀头装在HFS④刀柄上定位是靠一个短锥①和一个端平面②,夹(拉)紧是靠拉紧螺栓⑤、拉钉⑥等。定位夹紧后,二者的锥面与端面紧密结合,承受外力也不松开。按定位原理,两个圆锥面互相紧密结合,除绕轴向旋转自由度未限制外,其它五个自由度都被限制了,按理说就孔加工而言,用一个圆锥面定位就够了,许多带圆锥柄的刀具就是这样定位的,如具有SK,BT,JT等标准圆锥刀柄的钻削和铣削等刀具。HPR100/200系列铰刀头的定位除用圆锥面外还用了端平面,两个端平面互相贴合时也会限制已被锥面限制的刀头的轴向移动和两个方向的转动,这样的两面定位应属于过定位,就可能使被定位的刀头位置不确定。但是如果事先使刀柄和刀头的两个定位表面的尺寸、形状、相互位置精度做得非常精确,拉紧互相贴合后,二者使铰刀头都得到同一正确的定位,这样由于定位面积增大,如抗弯能力承受的截面面积由最大圆锥外径扩大到端面接触直径,接触截面积增大,安装的刚性就会增加,定位会更稳定,重复定位精度和加工的精度也会更高。另外由于轴向被拉紧,端面靠紧,轴向的振动,圆锥面的微动磨损也会被抑制。还有一个优点是HFS刀柄中圆锥孔插入并拉紧HPR铰刀头后的HFS锥套会微微变形,高速回转时,虽有离心力使它有外张松开的趋向,但由于两面定位端面对它的约束,不会松动,反因它的弹性恢复能继续牢牢地夹持铰刀头。因此这种合理的结构可以使它承受更大的切削负荷,更快的切削速度,而实现更高的生产效益。HPR高效铰刀头装入HFS刀头安装系统后,径向跳动和重复安装后的精度均在3μ以内。这种组合结构还可以把冷却液直接输送到刀片上,也能适应MQL(最小油量油雾)润滑。良好的冷却润滑,再加刚性的增强,振动的减少也使刀具的耐磨性能和寿命得以大幅度提高。
HFS对HPR具体的夹紧方法有两种;一种带有轴向夹紧的附件,通过旋动牢靠的双头螺杆将铰刀刀头拉紧定位安装在相应的HFS刀柄的锥孔和端面上,保证使刀头具有正确位置。取下铰刀头只需简单地反转即可。HFS系统还可以进行径向操作夹紧,它的优点是使安装和更换时间更短而精度不变。径向操作夹紧系统包括一个偏心销⑦和装在较刀头的拉钉,只要回转偏心销1/4转,即可在机床上快速地拉紧或松开铰刀头。HPR和HFS多种规格和尺寸配合起来,可以满足客户很多非标准图纸的要求。HPR100,HPR200最大能加工的直径范围是Φ65mm。
针对大孔径加工的解决方案
为了高效方便地加工Φ65mm以上的孔,MAPAL公司又推出了HPR300系列和HPR400系列。这两种系列铰刀头不可更换,而只须更换刀片。同样比不能更换刀片的整体型铰刀经济方便HPR300系列是将毛坯刀片夹紧在刀头以后,对整个铰刀的直径和引导部分进行高精度磨削(达到μ级)后使用(见图4)。使用一定时间后刀片磨损,精度下降后,可卸下已磨损刀片,简单快速地装上新的毛坯刀片再进行精磨,再使用。这种方法的优点是铰刀的刀体和夹紧用刀柄能始终保持原来的高精度不变。300系列刀片更换很方便,不像100系列钎焊刀片的更换,它的刀体不需要承受钎焊时的热负荷和由此装和拆刀片造成的损伤,不需繁复的清洁工作。钎焊刀片刀体最多能改装四次,HPR300至少可以改装十次。大大降低了成本,而且如陶瓷等不能钎焊的刀片也能使用。它的柄部可以是HSK刀柄型或是法兰盘转接柄型以和机床相应的结构联结。在机床上进行更换调节和磨削后,重复精度可达μ级。HPR300系列的直径范围是Φ65mm到Φ300mm。
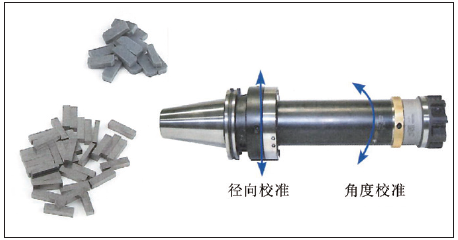
图4. HPR300 采用的刀片和带法兰盘刀柄的调节
MAPAL公司新推出的HPR400系列(图5)更使这种系列发展到新的高度。这种系列和HPR300系列一样是一体型的,铰刀头不可更换,用户在现场只须更换刀片即可,刀片亦无需重新磨制或调整。HPR400系列铰刀头所装刀片和刀座都做得非常精确,刀片各面的尺寸形状位置精度也很高,这样刀片装到刀片座后立刻实现了正确的定位,简单地用力矩扳手拧紧固定螺钉既可。不需要调整刀片位置、不需要装上刀片后再磨削以达到尺寸要求。图中的3是去除细微污染的槽。用户使用HPR400为维持长期生产,只需库存一定数量刀片既可。HPR400的直径范围是Φ65mm到Φ400mm。
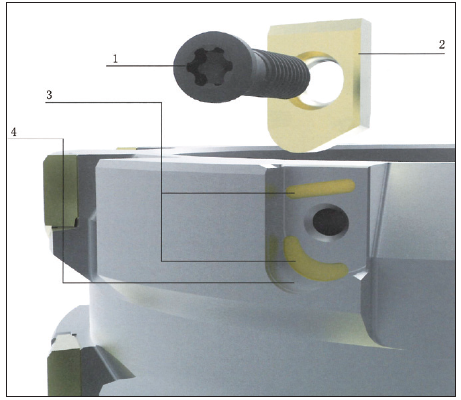
图5. HPR400 铰刀头和刀片安装
图5可见HPR400的刀片座和刀片的具体形状,它们靠V形块和两侧面定位,尽管HPR400使用方便,刀片只能用一个刀角,没有能发挥可转位刀片经济地多用几个刀角的特长,为此MAPAL公司又进一步开发了HPR400plus新系列,为使刀片材料得到充分地利用,新系列的刀片可使用四个刀角和切刃(图6),而不是以前的一个。为此MAPAL公司制定了对刀片座和刀片严格的制作标准,保证现场转位后四个切刃和刀角位置精确,不需要再磨削即达到要求的直径精度和刀齿振摆精度,装上刀片就可以使用。因此进一步减少了整个铰刀的库存,只须库存一些刀片即可,从而进一步降低了成本以及后续的支出。当然其不足是只适应标准的和指定的孔径加工要求。
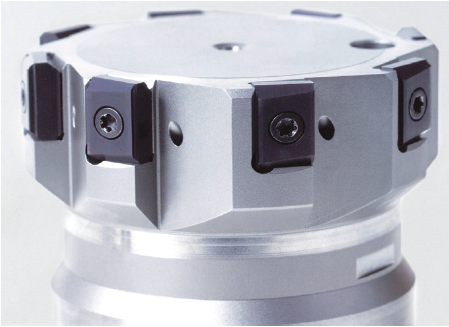
图 6. HPR400plus 铰刀头
HPR400的刀片材料也可以多种多样,如硬质合金,硬质合金带各种涂层的,陶瓷的,CBN的,PCD的。但目前因多用在加工汽车的各种铸铁零件孔,具有CVD化学涂层的HC牌号的硬质合金材料用得较多,并取得了突出的加工效果。如用在热稳定性好的铸铁薄壁结构零件(包括:灰口、球墨、蠕墨等铸铁件)的加工中,实现了高效长寿命。并已成功地用在汽车工业的数字化自动化加工中,如加工刹车卡钳、旋转轴承和和齿轮箱机体孔等、其中一个应用的例子是加工差动齿轮箱主要孔,箱体的材料是球墨铸铁GJS400。HPR400系列的装八个刀片直径为150的铰刀,以V=160m/min, f=1.6mm加工后达到IT7级精度。表面粗糙度Ra=1.3-1.45μ,效率提高了,加工孔数可达到2720个,而以前最多只能达到1000个。
HPR铰刀系列还可以和同一轴心线上的其他表面加工刀具构成复合刀具系统,甚至还可以和粗加工用刀具结合在一起,一次完成全部加工。由于HPR各系列有完善的冷却液供应系统,冷却液可以直接快速地到达刀具的切削部分,以及各系列有合理的结构,加工中都能够保证平稳地高效经济地达到预定的加工要求。
此外与HPR100/200系列相仿的可更换铰刀头的还有CPR500/600系列,它们的铰刀头定位锥体后直接带有螺纹,其安装刀柄CFS中有对应的锥孔和螺孔。刀头和刀柄的端面也同时参与定位,安装调节也非常方便,加工精度稍差可达5μ,与HPR300/400相仿,而直径较细(Φ14mm-40mm)的一体式铰刀还有MonoReam 600/700/800系列,这三系列的铰刀刀片分别为固定式,可胀式和精密调整式,除此之外,还有其它一些一体的和整体的铰刀系列,为客户不同需要提供多样的选择。
