 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



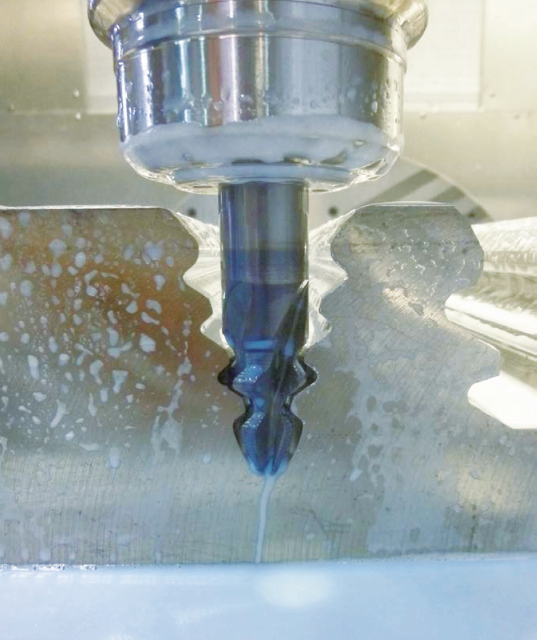
图1:发电机轴的枝型槽铣削。
近期,Weingärtner机床生产厂在一台多任务加工设备中将摆线铣削工艺内嵌到成套加工技术解决方案中,完成了枝型槽的铣削加工(参见图1)。这里的“成套加工技术解决方案”应理解为一揽子解决方案——从刀具使用推荐到合适的软件模块再到合适机床平台上的创新性加工单元。
而所有围绕摆线铣削的热情和兴奋都源于以下几点:能够节约50%的切削加工时间;刀具耐用度提高了十倍;几乎适用于所有材料的铣削加工,包括了难切削的镍基合金、钛合金、铝合金或者淬火钢材等的加工。
三大重要的成功因素
摆线铣削并不是新生事物,很多年前人们就知道这种动态的铣削加工技术了。但直到新型加工机床问世之后,在实际的生产加工条件下实行摆线铣削才成为可能。这主要取决于三大方面的进步:
首先是现代化加工中心的运算能力得以提高。因为摆线铣削有着比传统铣削更加复杂的切削加工刀具运动轨迹,为了能够计算这种复杂的运动轨迹,就需要运用摆线铣削的加工中心比传统设备平台有着更高的运算能力。
其次,新一代CAD/CAM系统的成功开发。为了记录、控制切削加工机床复杂的刀具运动轨迹,需要智能化程度更高的控制软件。如今,新一代的CAD/CAM系统的问世,使得技术人员可以以离线的方式编制复杂加工运行轨迹,还能被集成安装在现有的机床设备系统中,增强相应数控系统的性能。
铣刀性能的不断完善也成为摆线铣削技术得以成功实施的关键。在摆线铣削时铣刀会完全切入到工件之中,因此需要摆线铣削的铣刀刀杆全部有切削刃,而不只是在铣刀端部有切削刃。铣削刀具受到的高径向力也要求刀杆芯部有着非常稳定的几何形状。铣刀中硬质合金刀片的应用和刀片切削面很高的表面质量都提高了刀片的热稳定性,避免切削刃出现裂纹或者碎裂。
摆线铣削工艺技术的限制
摆线铣削是否有使用条件限制?有没有必须注意的事宜、物理极限或者是其他方面的问题?
通常情况下,摆线铣削的刀具比普通铣削刀具要贵得多,而且升级到新的CAD/CAM软件系统也需要支付一定的费用。但提高的这些成本费用,都可以通过缩短铣削加工时间和延长刀具使用寿命而补偿回来。当然摆线铣削工艺技术,对加工的零件和所使用的切削机床也会有一定的要求。
工作原理和适用场景
在摆线铣削中,摆线铣削的铣刀轨迹不是直线的往复运动,而是呈现出环形的运动轨迹。准确的讲,摆线铣削的铣刀运动轨迹是椭圆形的、螺旋形前进的运动轨迹(参见图2)。这样一来,铣刀切削刃的压力角就能保持恒定;铣刀就会受到恒定不变的切削力、并且能以恒定不变的切削速度进行铣削。所带来的结果就是在切削轮廓变化时仍然有很高的切削速度。
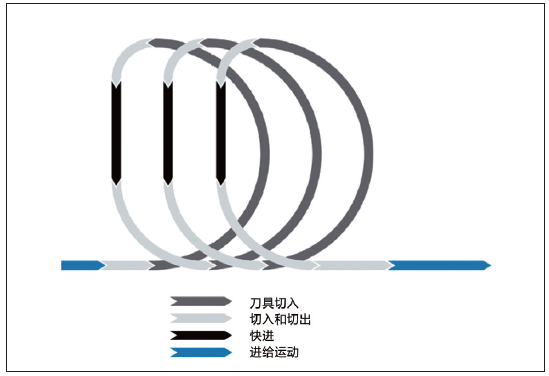
图2:摆线铣削的椭圆形运动轨迹。
因此,这种动态的摆线铣削方法在轮廓加工中有着非常重要的意义:例如在槽型轮廓的铣削过程中。在大面积的铣削加工中,有着平行运动轨迹的传统粗铣、精铣工艺技术仍然是最合适的铣削工艺方案。但是在加工相对较小零件上的槽型轮廓时,摆线铣削无疑更具优势。摆线铣削时的加工机床要有足够的切削动力。如果加工机床的切削动力不足则会延长摆线铣削的刀具运动轨迹,从而失去了缩短铣削工时的优势。
另一种情况就是在大型车铣加工中心里加工尺寸较大的零件,例如铣削蒸汽涡轮机和燃气涡轮机转子叶片的枝型槽。大型车铣加工中心的移动立柱的最大高度可以高达2米,重达20吨。如果采用传统的铣削工艺,如此大质量的立柱沿着循环移动的轨迹,高动态的不停移动会很快的受到磨损、出现轴承和移动零部件的失效。
TMU 400型摆线铣削单元
为解决上述问题Weingärtner机床厂设计开发了自己的新产品:TMU 400型摆线铣削单元。这一单元是在mpmc(Multi Product Machining Center,多产品机床加工中心)机床平台(参见图3)基础上开发设计的,使得摆线铣削单元能够像其他加工单元一样,根据加工需要按照积木式原理组合起来、更换加工单元(参见图4)完成相应的切削加工任务。
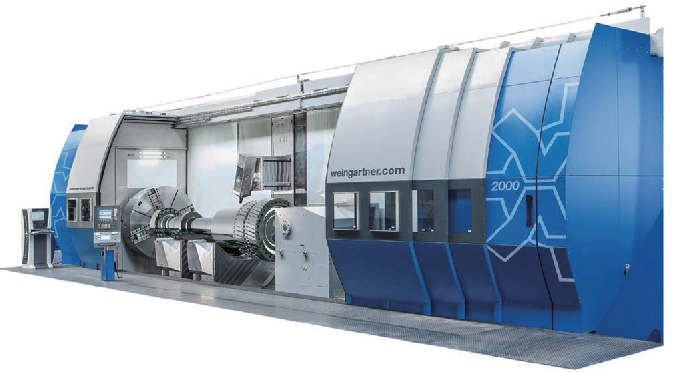
图3:Weingärtner 机床厂研发生产的、基于mpmc 平台的多用途铣削加工中心。
当把TMU 400型摆线铣削加工单元连接、固定到机床平台的移动立柱之后,它就可以开始加工零件了。大质量的移动立柱以相对较低的进给速度开始运动,此时的TMU 400铣削单元则在做高动态的、循环切削加工运动。
断开移动立柱的进给运动之后,摆线铣削模块中的铣削装置可以继续铣削蒸汽涡轮机和燃气涡轮机发电机轴上的枝型槽,而且不会对轴承和运动部件带来磨损 – 有利于延长、提高切削效率。这样,Weingärtner公司开发的摆线铣削单元就可以在大型车铣加工中心的大型零件加工中使用了,也将摆线铣削工艺技术的优点带到了常规铣削加工中了。

图4:Weingärtner 机床厂mpmc 平台多用途铣削中心里的铣削单元组ACCESS 合装置。
Weingärtner公司生产的现代化铣削加工中心时,可以省去新的CAD/CAM软件购置费用,或者软件升级费用。作为成套解决方案的机床设备生产厂,Weingärtner公司开发了一种“宏加工循环”:可以非常简单的完成加工中心运动轴的编程控制和参数赋值,不受编程工作站的限制,也不会再有长达两行的程序语句了。
摆线铣削典型应用实例就是铣削涡轮机发电机轴或者转子轴上的槽型轮廓:宽度30mm、深度65mm、长度120mm,材料:高合金钢。在Weingärtner机床厂mpmc机床平台上利用TMU 400摆线铣削单元能够在不到30秒钟的时间里完成这种键槽的铣削加工。与传统的加工方法相比较可以缩短加工工时50%以上。

图5:燃气涡轮机的发电机轴
摆线铣削铣刀的刀具耐用度也满足了用户的希望和要求。专门为枝型槽铣削与多年来的合作伙伴一起开发设计的摆线铣削铣刀寿命延长了十倍。
Weingärtner机床厂是一家提供大型工件摆线铣削加工设备的供应商。结合创新性的摆线铣削加工单元和结构稳定的铣削加工中心,可以高效和精确地铣削最大重量至80吨的各种蒸汽涡轮机和燃气涡轮机的发电机轴和转子轴(参见图5)。整套切削加工解决方案中包含了大量的摆线铣削工艺方案和相应的控制软件和刀具设计 – 能源行业的成套解决方案。
