 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



飞机整体铝合金结构件是一种薄壁多腔的复杂构件,材料的切除量特别大,通常,90%多的坯件材料要变成切屑。因此需要采用高效、高生产率的切削工艺,并通过参与这一切削过程的刀具、刀夹和机床等相关部件的协调配合,来达到高效和经济加工的目的。
早在上世纪七十年代中期,飞机工业就开始采用大型铝合金整体结构件来代替由许多单个零件装配而成的结构件。这样一方面减少切削作业量、可大大减少装配件库存、缩短物料流和缩短工艺流程时间;另一方面采用整体构件可以显著减轻构件重量,由此降低飞机的燃料消耗,对于飞机来说,这正是最为重要的。

图1:飞机典型的整体结构件(来源:Starrag集团)。
整体结构件是一种薄壁多腔的复杂构件(见图1),是由整块的厚板料经铣削加工而成。铣削时,需要切除掉超过90%多的材料,加工量特别大,加工费用要占到整个生产费用的90%或更高些。例如,有一大型构件翼肋(Fluegelrippe),坯件尺寸5563×1669×190 mm,重4123 Kg,加工成成品后其重量仅为112.7 Kg,材料的切除率竟达到97.2%。这类坯件的大余量切削,显然需要采用高生产率的加工工艺,这对于飞机结构件的生产具有特别重要的意义。目前,普遍采用的是高效切削工艺(High Performance Cutting,HPC)和专门的加工中心来实现整体大型结构件的高生产率加工。
高效切削工艺
高效切削(HPC)是一种采用了较大的吃刀量、较高的切削速度和进给速度,具有显著高的材料切除率的切削工艺,这种切削工艺,对于缩短飞机铝合金结构件的加工时间和降低加工费用有着特别重要的意义。
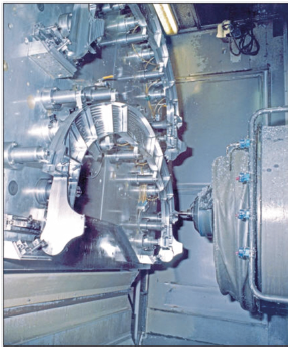
图2:采用高动态Ecospeed加工中心加工铝合金结构件。
在2000年,飞机工业就开始采用高效切削工艺加工铝合金结构件(见图2),取得了良好的技术经济效果。如在1999年欧洲航空防务及航天公司(EADS)与Dorries Scharmann Technologie(DST)公司合作,向该公司购置了专门为高效加工飞机整体构件的Ecospeed型加工中心。采用高效加工工艺加工军用飞机的整体构件,使加工时间由先前常规加工所需的25小时缩短到了12小时,时间缩短了一半以上,显著提高了生产率,并由此降低了生产费用。
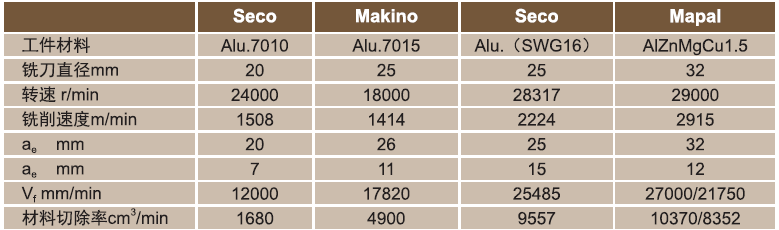
表1. 高效铣削(HPC)铝合金结构件的几个实例
高效铣削大型铝合金结构件时,通常是采用很高的工艺参数(见表1):较高的背吃刀量(ap)和侧吃刀量(ae)以及高的每齿进给量(fz)和较高的切削速度(vc)。
这样能以最短的时间切除掉尽可能多的加工余量,获得尽可能高的材料切除率(Qw= ap aevf = ap ae fzzn = ap ae fzzvc/πd)。生产实践表明,同常规的铣削工艺相比,高效铣削同可以提高200-500%的材料切除率,可降低10-30%的生产成本。
此外,为了可靠地实施这种工艺,需要由整个加工系统中的机床、主轴、刀具、刀夹和工件夹紧等的相互协调和配合。
机床
为适应飞机中、大型铝合金结构件的高效加工,德国的Handtmann公司采用双摆主轴头的卧式加工中心HBZ AeroCell(采用Fischer公司的110kW的高速主轴),Zimmermann公司采用双摆主轴头的龙门式机床,瑞士Starrag 集团的加工中心则是采用了由3杆并联运动机构驱动的Sprint Z3主轴头(见图3)。这些机床的共同特点是卧式主轴布局、立式托板配置,有利切屑排除。
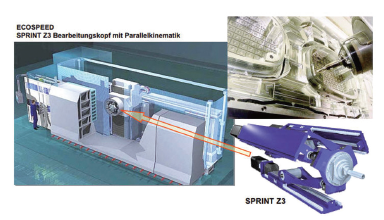
图3:Ecospeed型加工中心采用3杆并联运动机构驱动的SprintZ3主轴头。
Ecospeed系列加工中心有两种模式:一种是立柱移动式,用于大型结构件的加工;另一种是立柱固定式(Ecospeed F2060),用于中等尺寸结构件的加工。
该机床创新的Sprint Z3主轴头,配置在立柱上,加工头在立柱上实现Y轴方向的移动。从图中可以看出,按1200配置的3杆(3个Z轴)并联运动机构,当3个Z轴同时移动时,主轴头沿Z轴方向运动;当3个Z轴进行联动时,主轴头作A轴和B轴摆动。该主轴头由于较小的运动质量,因而具有极高的动态性能。目前,为实现5面加工,DST公司开发一种直角铣头,可以像更换其它刀具一样装入Sprint Z3主轴头,从而扩大了空间锥角(>90º),在Sprint Z3主轴头中借助于转矩电机集成的C轴使直角铣头实现360º无限旋转,实现5面加工,C轴作为NC轴由数控系统进行控制。
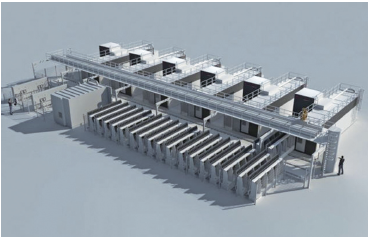
图4:数字化网络化生产:到2019年在成都飞机制造厂建成一套具有德国工业4.0色彩的设备,用于飞机铝合金结构件的全部加工。
这种混合结构的加工中心具有出色的加工效率,因而获得较广的应用。近几年来,在美国、韩国相继采用了由Starrag集团的以Ecospeed F2060加工中心为核心而建成的铝合金结构件生产系统。据德文媒体和Starrag集团的资料,我国成都飞机制造厂将从2018年1月到2019年的夏季建成一条由6台Ecospeed F 2060型加工中心组成的柔性生产系统(FMS)(见图4),用于铝合金结构件的全部加工。Ecospeed加工中心装有120 kW高效主轴(如需要可装150 kW的主轴,以进一步提高材料切除率),其转速达30000 r/min,托板规格为6000m×2000m。柔性生产系统采用数字化网络化生产,由主计算机根据工业4.0意义上的集成制造可以管理所有的生产订单,包括所有NC程序和刀具清单。通过主计算机还可以管理必要的维护信息和操作文档。
主轴
在大多数情况下,对于铝合金结构件大余量切削的限制因素,不是尺寸精度、形状精度或表面质量,而首先是加工机床的驱动功率,其中,高转速和大功率的主轴则是实现高效切削最重要的前提条件。为此,Fischer和GMN等著名厂家通过对主轴—变频器系统的研究和开发,专门为加工中、大型结构件的高效加工中心提供了高转速和大功率的电主轴。例如,DST公司Ecospeed系列加工中心从1999年至2009年其主轴功率相应从80kW、100kW和120kW,材料切除率相应从100kW时的8000cm3/min提高到现在120kW(按S1模式)的10000cm3/min。如果按S6模式材料切除率还可以更高。又如德国Fischer公司,在2005年,该公司提供的主轴,可使机床的材料切除率达到8000cm3/min,到2007年,通过新开发的100kW的主轴(S1)达到12000cm3/min的材料切除率。目前,一款功率为150kW 的主轴已装在Handtmann的加工机床上,材料切除率可望达到15000cm3/min。与以往的主轴相比,目前使用的电主轴的驱动功率几乎提高了50%,转矩也几乎翻了一倍,电主轴领域的进步为提高机床的材料切除率作出了特别重要的贡献。
刀具
对于高效加工,合适的刀具是构成最佳工艺流程的决定性因素,前提条件是刀具的几何形状(角度)要具有特别稳定的切削刀刃和较大的排屑空间。
众所周知,在铝合金加工领域,对机床的动态性能和刚度提出的要求要高于钢材的加工,同样,刀具是针对高切削速度和较大切削余量设计的。因此,高效加工时采用的高切削用量导致在刀具上产生很高的热负荷和机械负荷,为此需要采用能合适这种加工情况的高硬度和高耐磨的刀具,目前,铣刀的材料主要选用硬质合金和聚晶金刚石(PDC)。结构件的粗加工,单位时间内会产生大量切屑,如刀具转速在30000 r/min时,每个切削刀刃每秒会产生500个切屑,因此,排屑就成为影响刀具加工过程可靠性的一个重要因素。所以,在设计刀具的排屑糟时,应采用大而敞开的空间和较大的螺旋角,避免设有会阻挡切屑流动的任何棱角。而采用冷却润滑液冲屑则是提高排屑效率的重要措施。
刀具夹头
高效加工时在刀具上会产生很高的热负荷和机械负荷,一方面,很高的切削力作用在工件和机床上,加上高的进给速度,会引起震动;另一方面,热量传到刀夹上会使热涨冷缩式夹头的夹紧力减小(见图5),由于夹头的夹持力矩的降低,可能会导致刀具从夹头中被拔出。因此,为提高螺旋铣刀加工过程的可靠性,防止铣刀从刀夹中滑脱,应选用具有较大夹持力和减震性能的刀夹。显然,在大余量切削加工中,采用一个具有较高耐热性能,或具有防刀具拔出的安全锁的夹头,夹头同时应具有较高的回转精度、重复精度和动平衡品质,这无疑将有助于提高过程的可靠性和加工效率。
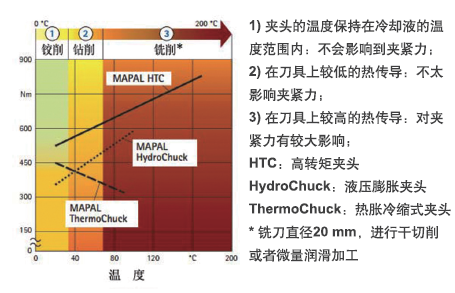
图5:三种夹头的温度稳定性比较(来源:Mapal公司)。
结语
对于飞机铝合金中、大型结构件的加工,采用高效加工工艺是确保提高生产效率和经济效益的一个非常有效的途径。而高效加工工艺在加工飞机铝合金结构件上的成功应用,是与主轴生产厂家提供的高转速大功率的电主轴是分不开的。此外,刀具的几何设计是提高材料切除率和工艺过程可靠性的关键。但是,为确保整个高效切削过程可靠和经济的应用,以及大幅度降低基本时间和生产流程时间,就需要通过机床、主轴驱动、刀具、刀夹、工艺参数和工件可靠夹紧等因素的相互协调和配合,即要通过工艺链的整体考虑和优化来达到上述目标。
本文内容来自《国际金属加工商情》2018年七月刊。
