 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



几十年来,碳纤维增强塑料(CFRP)车架/底盘部件已被用于高端跑车和赛车。CFRP的性能和轻量化使得其最近扩展到更大批量生产的车型,包括宝马的i3、i8和7系列车型,以及奥迪的新款R8和A8豪华轿车。然而,大多数这些部件,包括车顶纵梁和横梁、下侧门槛、B柱和后壁,都使用连续纤维制成。
福特汽车公司与麦格纳(Magna)联合研究项目开发了一种碳纤维复合材料副车架,该车架采用片状模塑料(SMC)制成,结合了连续纤维和短切纤维SMC。这是一项崭新的应用,因为位于汽车前部的副车架支撑发动机和底盘部件,包括转向装置和保持车轮的下控制臂,因此承受很大的负荷。
与冲压钢制副车架相比,可使车重降低34%,从而提高了车辆的燃油效率。碳纤维的高可塑性大大简化了工艺,这款一体成型的副车架通过2个模压件和4个金属件替代原有的45金属部件,零件数量减少高达87%,模具成本可降低30%至40%。
“有几十个工程师参与了这个项目。”麦格纳外部全球创新总监Brian Krull表示,“我们有结构工程师、制造工程师、测试工程师、产品工程师和计算机辅助工程(CAE)专家,以及来自我们客户福特的不同部门的支持,包括汽车建模和仿真。”位于多伦多的麦格纳复合材料卓越中心也支持了这个项目。“车身和底盘研发团队在Cosma。”Cosma国际研发总监Gabriel Cordoba补充道。
“我们想探索在大批量生产车辆上使用CFRP零件将面临什么挑战。”福特汽车公司的技术负责人David Wagner回忆道。“我们的目标是尽可能多地制造CFRP结构,同时又能够支持大批量的生产制造(20万辆汽车/年),看看能承受多大的重量以及极限和挑战将在哪里。”
从最初的讨论到完成的设计,该项目跨越了一年多。原型副车架于2017年底交付给福特,目前正在进行测试。
重新定义设计范围
以福特Fusion的冲压钢架作为基线。“福特为这个项目提供了设计空间——车辆级的设计输入——并举行了每周的设计会议。”Wagner说。Cosma开始据此探索可以达到的减重效果。怎样才能将设计改造成这个空间,同时又能满足刚度、强度和耐久性的要求呢?
刚度是早期的挑战。“当从钢材转变到复合材料时,通常会降低模数。”Wagner说,“所以你需要更多的构件。我们定义了新设计可以从基线维度改变多少,并与麦格纳共享一些初始拓扑优化。”
拓扑优化(TO)是一种CAE分析,可优化给定设计空间内的材料放置,包括载荷、边界条件和约束,目标是最大化性能并最小化重量。“我们开始使用自己的TO来理解关键负载路径。”Cordoba说,这些涉及子框架连接点处的载荷,包括控制臂和发动机载荷,以及道路载荷、发动机扭矩扭曲和碰撞要求。
“我们必须考虑复合材质与钢的不同硬度和我们想要的性能。”Krull回忆道。由于复合材料提供了许多树脂、纤维和纤维取向的选择,它们的性能可以特别定制,但他指出:“从性能上说,它比仅仅插入钢材部件要复杂得多”。
“插入属性”是指将材料数据输入软件工具。“我们使用了所有标准软件,包括用于静态分析的Nastran;用于非线性静态分析的Abaqus;用于层压垂直模拟的Fibersim和用于TO的HyperWorks,生成用于分析不同载荷情况的有限元模型。”Cordoba说。
多个分析迭代地改进了针对不同载荷、边界条件和材料的子框架建模。Krull指出,许多复合材料都经过了评估。“我们开始将压缩成型视为一种可以提供大批量生产的制造工艺。”他补充道,“SMC非常适合制造这一部件,我们确实在内部开发了碳纤维SMC,所以我们就这样去做了。”
下一步是部件封闭。Cordoba回忆说:“TO是最好的解决方案。当我们研究SMC压缩成型过程时,首选的设计是通过两部分来实现这一过程。”因此,框架包括分别模制的上半部和下半部,通过聚氨酯结构胶粘剂和铆钉连接在一起。
SMC共同模压
麦格纳利用其玻璃纤维SMC经验和已获得的试生产线开发出碳纤维SMC。“我们开发了专有技术,用于处理这种SMC的碳纤维,并发现我们也可以在该生产线上运行无卷曲结构织物(NCF)。该材料类似于预浸料,因为它在模塑之前浸渍,但独特之处在于它在SMC生产线上用相同的树脂进行,因此称为NCF SMC。当我们改进子框架设计分析时,我们使用了这些材料的属性测试结果。”Krull解释道。
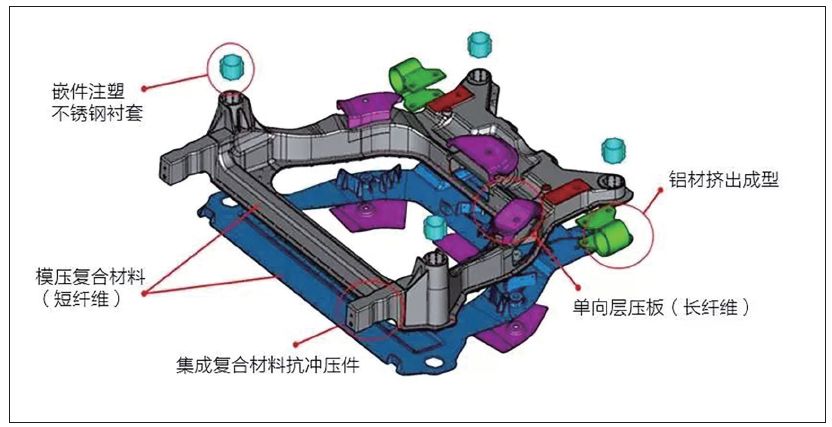
这种材料通过利用50k工业等级的短碳纤维和改性乙烯基酯树脂,混合制成了EpicBlend配方的CFS-Z片状模塑料(SMC)。乙烯基酯对碳纤维具有良好的附着力,并能使其湿润。这将是局部加固并使用0°、90°交叠层压的长碳纤维和短碳纤的SMC共同模压产生,由Magna制造,使用相同的乙烯基酯树脂和Zoltek的NCF织物。
结合短纤维和长纤维SMC是设计的关键,但也是一个真正的挑战。短纤维SMC能够成型复杂的几何形状,并为发动机和转向支架的钢插件进行包覆成型,同时NCF贴片可抵抗发动机和下控制臂连接的高负荷。两种SMC材料的组合相对于冲压钢框架减少了9.3 kg的重量。“开发0°/90° SMC贴片的共同成型需要相当多的工作。”Krull回忆道,并指出如何在成型过程中实现短切纤维SMC的流动,以使NCF贴片在没有干斑或其他质量问题的情况下集成在一起。
螺栓连接
螺栓连接也是一个问题。Wagner说:“复合材料中的点载荷高达80-100 kN,其中控制臂和转向杆固定在副车架上。有四个车身安装连接和两个转向安装连接,不锈钢套管包覆成型到复合材料部件中。
Krull解释说:“为了连接,每一个车身安装衬套都被压入套筒中进行过盈配合。应力通过套筒的圆周进入模制部分。我们观察了套管插入时的力,并将这些输入到计算机设计模型中。我们也在物理测试过程中寻找复合材料中的裂纹,但没有发现。”
Wagner指出所使用的螺栓很大。这些螺栓为M12或更大,必须有具紧密的位置、直径和角度公差。这就需要在子框架被模塑和组装后进行机加工。
测试和团队合作
原型子框架在2018年初进行测试。福特将在部件和车辆级别执行一系列腐蚀测试,以探索各种腐蚀减缓策略。还将进行部件和车辆级耐久性测试,包括石头撞击、螺栓负载保持测试和高温循环。部件测试包括高周疲劳、关节过载、振动和安全测试。
“我们正在对原型子框架进行自己的测试。这是一个非常庞大、复杂的部件,由SMC制造,通过共同成型开发实现。我们正在研究如何改变设计、模塑过程中的SMC流程和纤维排列,以了解我们可以在哪些方面使用这些材料。”Krull说。
“我们希望了解这种CFRP密集型零件最大的成本因素。二次加工是最重要的成本之一。我们需要更具创造性地思考,以消除零件成型后的加工。”他还指出,最大的挑战之一是为设计开发成型零件的绝对材料特性。Wagner 说:“我们花了很多时间在材料表征上,并进行设计分析。这非常耗时又昂贵。”
Krull表示,最大的成就是团队合作:“不仅将福特作为我们的客户,而且作为一个全球团队。Wagner对此表示赞同:“这是我们如何推动供应商和我们自己使用先进轻质材料的一个很好的例子。”
碳纤维副车架是麦格纳和福特共同研发的项目成果,两家公司还调研了批量化生产碳纤维增强复合材料副车架所能带来的潜在收益,也评估了将碳纤维复合材料应用到汽车底盘时所面临的技术挑战。
麦格纳的工程团队成员来自于公司旗下的车体和底盘及外饰产品部门,他们将专业的整车知识应用到设计、选材和加工环节上,公司采用碳纤维复合材料和先进的制造工艺解决了减轻车身重量的技术挑战。该设计通过了计算机辅助工程(CAE)分析的各项性能要求,该副车架原型由麦格纳生产,将提供给福特测试车辆,用作其零部件。
福特研发及高级工程部下设的汽车企业系统负责人Mike Whitens表示:“双方密切合作,在不牺牲性能和操控、耐用性或安全性的前提下,成功地设计出这款轻量化元件,提升用户车辆的油耗表现。我们必须努力实现这类轻量化方案,尽可能确保造价最实惠。本款由麦格纳和福特成功研发的碳纤维复合副车架成为我们尖端材料研发合作中的一个成功范例。”■
