 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



滚压工艺的最近的发展首先是在概念的认识上,德国的亚琛工业大学,ECOROLL公司等进行了新的区分:他们把着重提高表面质量的滚压工艺和着重冷态压制成形的辊、弯、搓、挤、轧等工艺区分出来。又将笼统的滚压工艺细分为:滚光(Roller Burnishing)和深滚压工艺(Deep Rolling)以及切削+滚光复合工艺(Skive Burnishing etc)三类。
滚光和深滚压是在一定要求的预切削加工(车、镗、铰、铣等)基础上进行的,预加工若只是冷拔、热轧的工件不适合继续进行滚光与深滚压,但适合切削+滚光复合工艺。因此一般滚压的加工余量很小,仅在其预加工后表面的粗糙度范围之内,实际的余量为预加工的粗糙度和滚压加工粗糙度之差,经统计各公司的推荐大多约为0.01-0.04mm左右。余量受许多因素影响,最适当的滚压余量应据具体条件经实验来确定。一般来说金属材料塑性指标之一的延 伸率大于8%,硬度小于HRC45的均能被顺利滚压,延伸率小于8%,据具体性能不同,滚压后降低原预加工粗糙度的比率有所不同。如材料延伸率大于5%,小于8%,滚压后最小可达到预加工粗糙度的20%,即可降低至原粗糙度高度的1/5。延伸率小于5%的,最小只能达到预加工粗糙度的40%。施加滚压力可通过机械或液体静压的方式。使用液体静压滚珠工具滚压被加工材料硬度可大于HRC45甚至可达HRC65。滚压一般不改变零件的尺寸、公差、形状,这些要求必须在预加工时达到。
深滚压工艺的优势
滚压加工包括滚光和深滚压后工件的表面特征是:⑴可达到很低的粗糙度(Rz<1μm/Ra<0.1μm)或需要的粗糙度。⑵被加工表面平滑,零件副间的接触支承比增大,改善了其受力状态。⑶摩擦系数降低。⑷因冷作硬化提高了表面硬度。⑸零件的耐磨性使用寿命得到提高。滚光和深滚压工艺二者均可在普通机床和数控机床上运用,故一次安装条件下,更换工具即可完成预加工和滚压加工。
滚光和深滚压加工时间均短,噪音小,能耗低,润滑要求不高,可采用只费最少润滑油量的MQL技术,工具寿命长,不因其磨损而导致加工尺寸变化。但二者又不是完全相同的,特别是工艺目的是不同的。
滚光工艺是使用一个或多个滚柱或滚珠,滚轮的滚压头滚压工件表面,使之产生塑性变形,工件表面的波峰被压下,使材料自下而上地流动填充表面波谷形成光滑的表面。注意它是材料表层整体的流动,而不是一般错误地认为,仅是表层波峰的被压弯压平。滚光一次达不到要求可重复加工。深滚压却无需反复。实践经验证明;在表面粗糙度要求Rz<10μm的加工中,滚光工艺具有很大的技术和经济优势。
在一定条件下可以代替精细车、精细镗、磨削、铰削、珩磨、超精加工、研磨、抛光和刮削等。因为不需特殊设备费用,诚如表面粗糙度(Surface Roughness)和表面综合质量或称表面完整性(Surface Integrate)有所区别,前者主要指表面粗糙度情况。后者指 表面综合品质情况,除要求低粗糙度外,重要零件还要求零件间接触有较高的支承比,达到的一定的硬度、形成压缩残余应力并具有一定大小和合理分布,以提高被加工零件动态的抗疲劳性能和抗应力腐蚀性能等。其一例如图1所示。
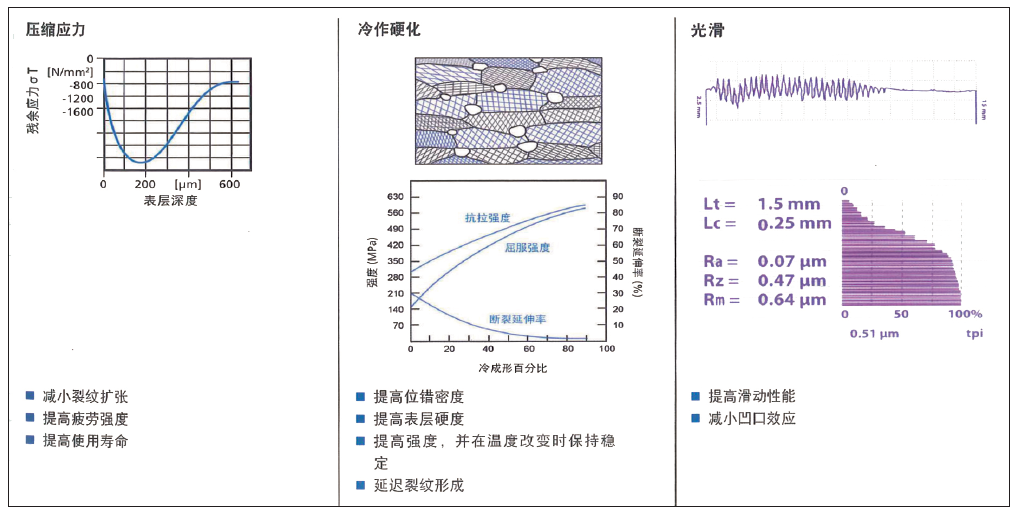
图1:深滚压的优点及其能提高的几项性能
深滚压使表层产生的塑性变形,造成作为晶体缺陷的位错(晶格原子离开原位置晶面发生错动)密度增加,使晶格歪扭晶界畸变,需要更大的外力才能使它变形、破坏,而显示被加工工件表层硬度(冷作硬化)和抗拉、屈服强度的提高,也使它的工作性能更趋稳定。深滚压后光洁度也大为改善,使谷底的凹口减少,也减少了裂纹的生成源。提高了耐疲劳性能。也使零件间支承率提高,接触应力、摩擦系数减少,滑动性能改善。
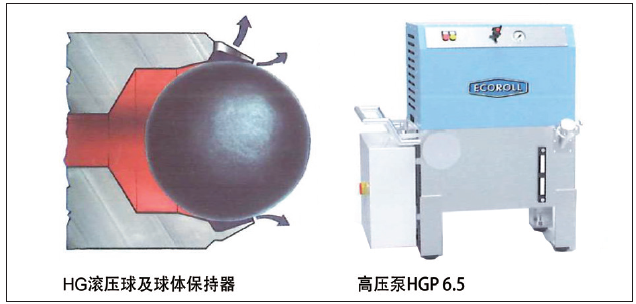
图2:滚压球(滚珠)安装及外供高
深滚压工艺需使用的工具
这里着重介绍一下ECOROLL公司先进的HG系列液体静压滚珠式滚压工具,图2中滚珠以流体静压方式被球体保持器中的冷却液(乳化液或油)握持并压向工件表面。它既可采用外置的HGP高压泵提供压力(最高达400bar)也可由滚压工具内的集成的高压泵供给。HG系列滚珠滚压头可以加工其他形状的滚压头无法加工的复杂型面。因为滚珠的摩擦力非常低,还可以在高速转动中,自由地改变旋转方向。保持滚珠和保持器间的油膜润滑,还可通过独特的跟踪系统调节滚珠和工件间的位置和距离。以保证稳定的滚压力和加工表面质量(图3)。
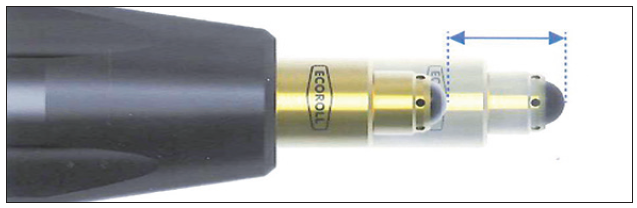
图3:滚珠压头的保持系统跟踪
HG系列滚压工具可以进行滚光和深滚压,但二者具体工作参数不同,更重要的是质量控制的方式方法不同。滚光常只需要通过目测,调节压力和简单的物理测试,判断是否达到要求。深滚压目的的达到,则需要通过调节压力、改变滚动速度,进给速度,还要经寿命测试,测定残余应力分布等,才能判断是否达到要求。这意味试件将受到破坏。为此对于深滚压,必须保证按预定合理的工艺参数加工,做到准确无误,才能确保加工质量。特别对那些与安全相关的工件,更应在过程监测中,实时记录并调整工艺参数,及时归档,以供检查和以后参考使用。对同一工件,一次预加工如达不到要求,就难以重复深滚压。而按合理工艺参数进行的深滚压则可达到:压缩残余应力大小和分布的要求、冷作硬化程度和表面光洁度以及零件间实际支承比率的要求。
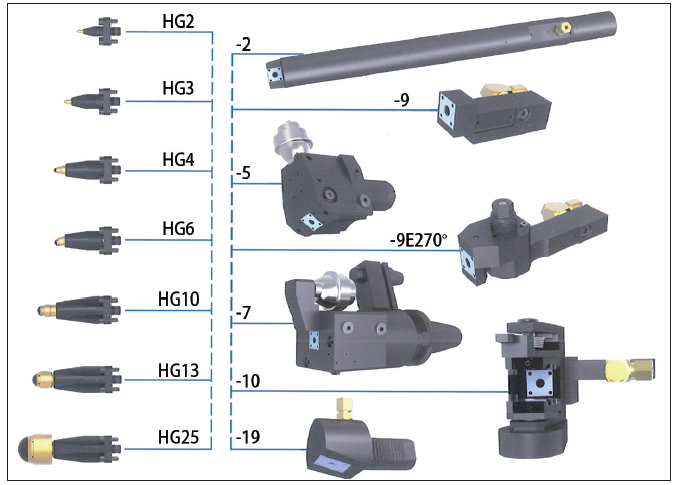
图 4:HG 系列的模块化系统示例
承受动态交变应力的零件,它的表层反复的作用着最大拉伸应力和压缩应力,拉伸应力超过材料强度极限会产生裂纹,裂纹不断扩大后就造成疲劳破坏。零件表面加工后若残留一定的压缩残余应力,就会抵消零件循环工作时产生的拉伸应力,有可能使其不超过极限值,从而减少裂纹生成和扩张,提高其疲劳强度和使用寿命。
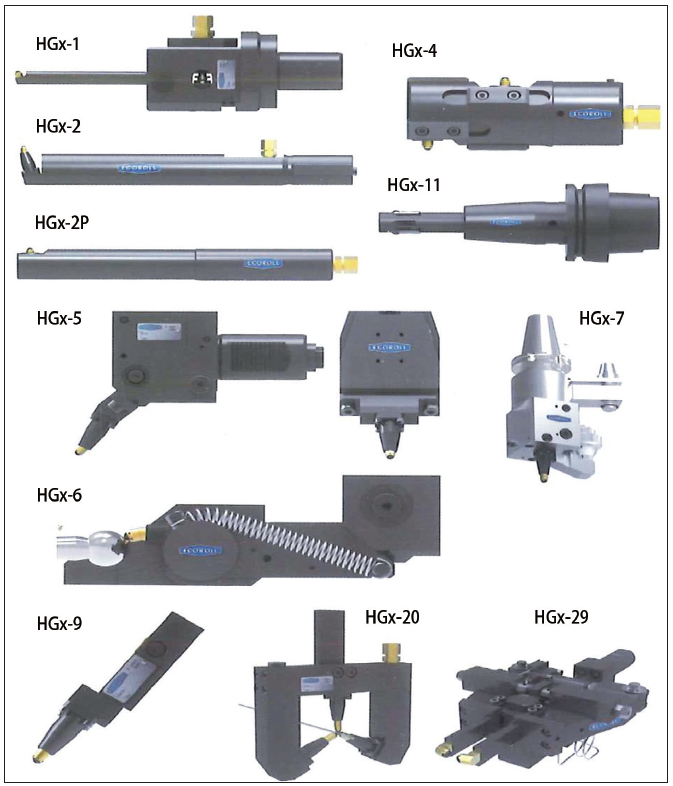
图5:多种功能版本的HG 系列滚压工具
深滚压达到预定表面综合质量后,一般可将疲劳强度提高1-5倍多,显著提高承受动态应力零件的寿命。深滚压可代替提高疲劳强度的其他复杂的需用专用设备的加工工艺,如:喷丸强化、激光硬化、渗氮处理等。
图4是HGx-y系列流体静压式模块化工具,它可以滚光和深滚压内外表面、非常复杂的轮廓和自由曲面。工件在加工时可以保持静止或旋转,图中HG后的x,表示滚珠的直径(φ2-25mm)。图4左侧表示了不同滚珠直径滚压头的结构形状。一般来说,据工件的轮廓形状尺寸选定滚珠尺寸,为了形成较大的压缩残余应力,应尽量选择最大的滚珠。y代表深滚压头不同的版本及其功能,图4右侧显示了为完成不同功能,滚压头体的结构形状各种式样。
图5中可见HGx-1,HGx-2,HGx-2P,HGx-4主要用于加工不同直径不同长度的内孔,HGx-5用于加工外型面和端面。HGx-6用于加工球体,HGx-7用于加工端面和自由曲面,HGx-9用于加工旋转对称的外型面(圆柱面,圆锥面,端面,圆弧转角和球面)HGx-20是3点式工具(三个滚珠)用于加工细长轴(直径大于等于0.5mm)。HGx-29是2点式工具(2个滚珠)用于一次性加工厚度大于0.8mm的盘状和薄壁工件的两面(例如涡轮叶片)。
深滚压滚压头的另一种形式是多种尺寸的窄滚轮,主要用于提高台阶面转角处,汽轮机等的关键轴类,重要螺栓螺纹的根部等处的疲劳强度。轴的表面承受交变应力最大,转角及螺纹根部容易产生应力集中生成裂纹,而造成整个重要零件的失效和破坏。故必须提高这些部位的综合表面质量。滚轮式深滚压滚压力主要是靠机械加载(图6)。
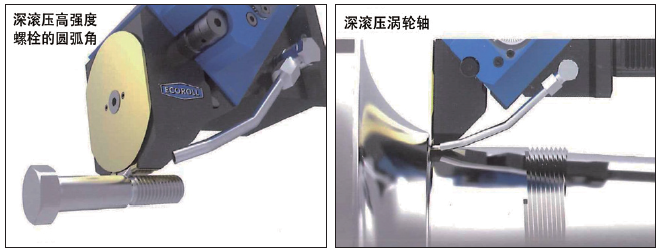
图6:机械式圆盘滚压头深滚压工具
图6所示的深滚压工具可以在普通和CNC机床上加工回转体工件如各类轴、螺杆、承受拉伸,弯曲、扭转的杆件的圆弧转角,螺纹根部。依靠弹簧机构加压时,在刀体上装有弹簧力的指示器,也可通过电感测量系统等在外部显示器上显示弹簧力数值。
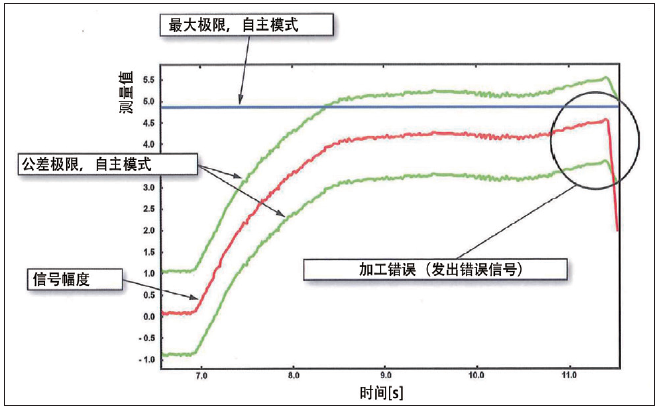
可视化参数极限违例
使用 ToolScope系统则可以对深滚压过程中的关键工艺参数进行持续地观察监测和记录。用机械式深滚压时,可系统测量和监控实际深滚压的作用力。用流体静压深滚压时,可系统监测记录与工艺相关的参数,即操作压力和液体流量,使之控制在上下规定许可范围内,如工艺参数出现偏差,即能发出警示信息,只有在查出并清除偏差后,才能继续加工,从而显著地减少了不合格率、返工率和相关损失。系统还可将工艺参数记录归档,以检查生产过程是否遵循合理正确的工艺参数。由于使用了高精度的传感器,自主式过程监控,数月前使用的正确加工工艺由于良好保存可以重现。另外由于使用了触摸屏,也使操作简单方便。滚压工艺结合新的智能控制监测系统,确保了高的加工表面质量,也使得零件的疲劳耐用度大幅提高。
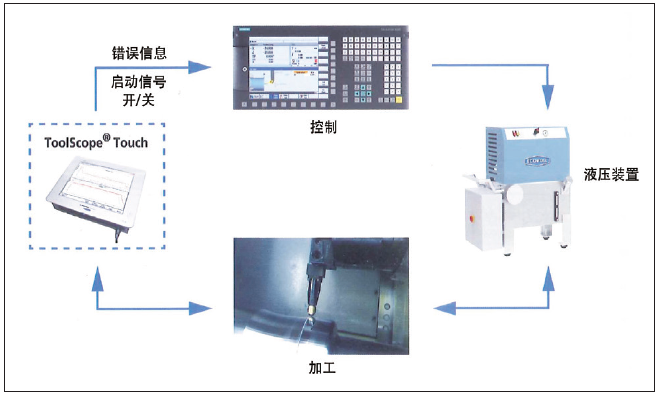
流体静压工具过程监测流程
