 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



一、生产线介绍
南京汽车集团有限公司(以下简称“南京汽车”)的NSE曲轴生产线上共有22台加工生产设备、17道加工工序(见图1)。曲轴两端面加工采用Etxe-Tar专机,加工的是几何中心孔,机床可以根据曲轴动平衡机的数据,自动调整中心孔的位置,以减少加工后的不平衡量。曲轴两端面螺孔加工采用类似加工中心的柔性专机,为平衡节拍,每次装夹2根曲轴,大小头相反方向放置。在工件两端面各有1根主轴,每根主轴配备具有相同刀具的刀库。每个加工循环,每根主轴均要加工大、小头的工序内容各1次。曲轴油孔采用Etxe-Tar深孔加工机床加工,MQL冷却,配备了平行的3根主轴、每幅夹具同时上料3根曲轴。工件通过交换工作台上料,减少装夹工件时间对节拍的影响。主轴颈粗加工采用Boehringer机床车车拉,连杆颈粗加工采用Boehringer机床外铣,沉割槽和止退面采用Hegenscheidt机床进行深滚压和车滚压,精加工采用Landis磨床高速磨削。该生产线全线采用了龙门式机械手和曲轴专用自动输送装置,完成曲轴线的自动上下料和工序间的自动输送,使全线形成一个有机的整体,实现自动化、智能化生产。

图 1. 加工工艺流程
二、车车拉加工工艺
作为OP20供需的加工设备,Boehringer车车拉机床通过双主轴同步传动的分度卡盘和可任意位置停止的刀盘,以径向进刀的车和轴向微量进刀的车拉的切削方法,完成对曲轴主轴颈、法兰、轴头的粗、精加工,在加工过程中中心架进行辅助支撑,提高加工刚性。OP20有两个刀盘,左刀盘有21个加工工步,右刀盘有17个加工工步,第2、第3和第5主轴颈的粗加工分别用割刀(割中间)和劈刀(劈左右侧)来完成加工。
三、现状调查
◆课题选定
2017年7-9月,公司发现曲轴生产线的工废率一直高居不下,平均达0.55%。随后,公司按工序对工废数量进行了统计,发现OP20的工废数量最多,占比达54.55%。鉴于此,公司选定“降低NSE曲轴生产线OP20工废率”作为持续改进的活动课题。
◆工废率统计
由统计结果显示:公司在2017年第3季度的曲轴产量为3,0208根,OP20发生的工废数为90根,OP20工废率为0.3%。公司按照工废类型对90根工废进行了分析:TOP1、TOP2、TOP3分别是刀片损坏、跳动超差、换型超差,其累计占比达到80%。
四、目标设定
公司将此次活动目标设定为:曲轴生产线OP20工废率<0.1%。将曲轴生产线OP20工废率为0.30%、OP20前TOP3工废类型的数量占比为80%和预计解决OP20前TOP3工废类型的质量问题9成设定为已知。通过计算得知曲轴生产线OP20工废率可降低到0.084%,考虑到一些不可预见因素,公司制定的目标值(0.1%)是可行的。计算公式为0.30%×(1-80%×90%)=0.084%。
五、原因分析
随后,公司针对OP20工废率高进行了原因分析,并制定了系统图(见图2),共列出了8个末端因素。
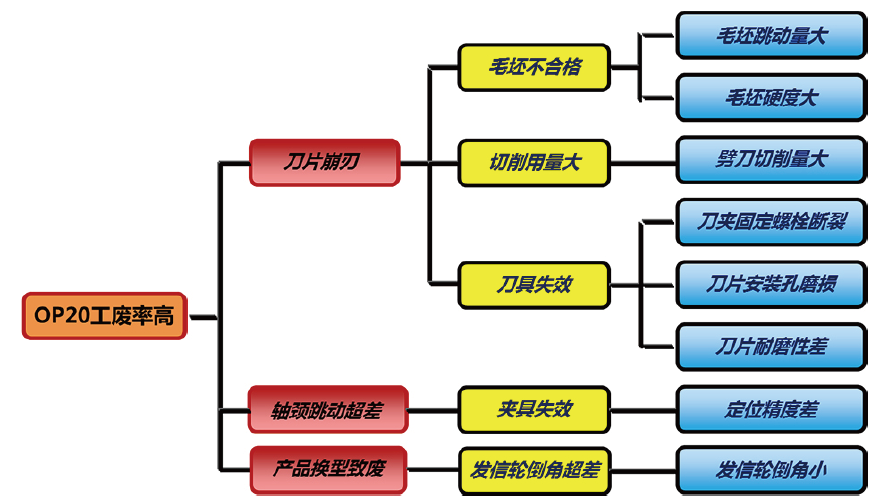
图2. 因果分析系统图
六、要因确认
针对上述末端因素,公司制定了要因确认计划表(见表1),明确了具体的验证依据和验证方法。验证过程如下:

表1. 要因确认计划表
◆末端因素一(毛坯跳动量大):在上线处对毛坯进行了跳动量检查,检查报告显示:主轴颈跳动量均在1.5mm公差范围内,公司认为这是非要因。
◆末端因素二(毛坯硬度大):对毛坯进行了硬度检测,检测报告显示:硬度值均在225-285HB的公差范围内。公司认为这是非要因。
◆末端因素三(劈刀切削量大):用CAD软件对割刀和劈刀的走刀轨迹进行仿真模拟,劈刀的切削宽度为8mm,它的刃口宽度为12.5mm,比值为0.64,大于0.5的比值要求,切削宽度过大。公司认为这是要因。
◆末端因素四(刀夹固定螺栓断裂):检查了刀夹固定螺栓的更换记录,记录本显示:近3个月内无发生螺栓断裂现象。公司认为这是非要因。
◆末端因素五(刀片安装孔磨损):用螺纹塞规对割刀和劈刀的刀片安装螺纹孔(M4×0.5)进行检测,全部合格。公司认为这是非要因。
◆末端因素六(刀片耐磨性差):对割刀和劈刀的可转位刀片进行跟踪,达到使用寿命后,切削刃刃口无明显磨损。公司认为这是非要因。
◆末端因素七(定位精度差):把曲轴标准件定位在机床顶尖上,再驱动三爪卡盘对其进行夹紧,之后用杠杆千分表检测了标准件的跳动量,实测值在0.027mm-0.050mm,超过了0.01mm的精度要求。公司认为这是要因。
◆末端因素八(发信轮倒角小):在从量产件到Major件的产品换型中,经过三次调整才把发信轮倒角尺寸调整合格,9件样本中有4件超差。公司认为这是要因。
七、制定措施
最终,公司确认导致OP20工废率高有3个要因,它们分别是劈刀切削量大、定位精度差、发信轮倒角小。针对上述要因,公司通过研究制定了相应的对策表(见表2)。
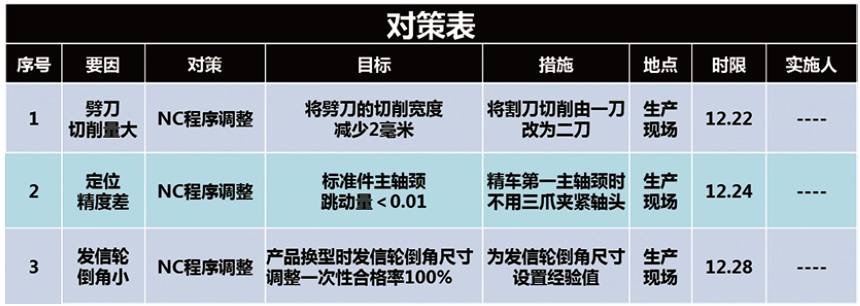
表2. 对策表
八、措施实施
◆对策实施一:将割刀切削由一刀改为二刀。该措施的目的是把预留给劈刀的切削宽度减少2mm。车刀的切削力与切削宽度呈正比,劈刀的切削宽度由8mm减少到6mm(见图3),由计算得知,劈刀的切削力就可以减少25%,这样就可以提高刀具耐用度,降低刀具崩刃致废的发生概率。2017年12月22日措施落实到位。
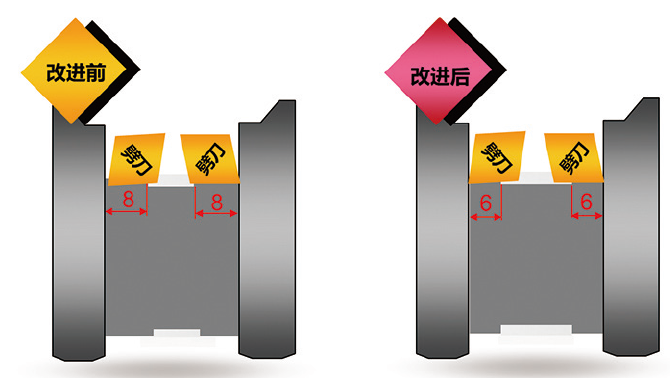
图3. 劈刀切削宽度对比图
◆对策实施二:精车第一轴颈时不用三爪夹紧轴头。该措施的目的是消除三爪磨损对顶尖定位的精度影响。改进前精车第一轴颈时卡盘处于夹紧状态;改进后精车第一轴颈时卡盘处于松开状态。曲轴靠前后顶尖定位,靠三爪卡盘对法兰和轴头进行夹紧和驱动,经长期使用,三爪卡盘容易磨损,它的拨盘和中心轴之间的配合间隙逐渐增大,该间隙会导致曲轴在定位(顶尖)、夹紧(卡盘)时产生过定位。2017年12月24日措施落实到位。
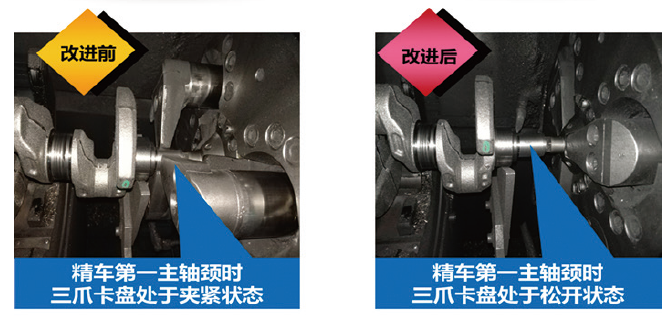
图4. 新旧夹紧状态对比图
◆对策实施三:为发信轮倒角尺寸设置经验值。该措施的目的是确保产品换型时发信轮倒角尺寸一次调整合格率100%。试切法(改进前)的尺寸调整流程是:试加工→检查尺寸,如果尺寸合格,则换型成功;如果尺寸不合格,则调整尺寸,再次进行试加工。经验值法(改进后)的尺寸调整流程是:输入“0”,加工major件;输入“-6”,加工量产件(见图4)。试切法的单次调整量小,无防错功能;经验值法只能输入0或-6,有防错功能。这里需要指出的是:经验值就是数控程序中的可赋值的变量值,量产件和major件的经验值差异主要由产品尺寸和铸造状态的差异造成的,需要经过几轮换型的数据积累摸索出来的。2017年12月28日措施落实到位。
九、效果检查
对2017.07~2018.03曲轴生产线OP20的工废率进行了统计(见表3),改进措施实施后,OP20工废率显著下降,以三个月的平均值来计算,OP20工废率由改进前的0.3%(2017.07~09)降低到改进后的0.09%(2018.01~03),达到了活动目标。
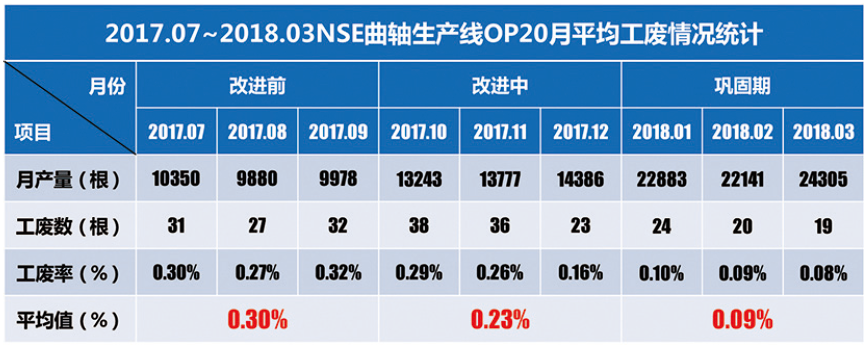
表3 OP20 工废率统计表
十、有形效益
OP20的OEE由84%提升至86%;OP20的工废率由0.3%降低到0.09%;质量和效率的提升大幅度降低了曲轴生产线的制造成本。
十一、结束语
通过降低曲轴生产线OP20的工废率,达到了提升整条曲轴生产线生产效率的目的。此外,本次活动也增强了团队发现问题并解决问题的能力,使得整个生产线都受益匪浅。
