 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



一种由聚氨酯、玻璃纤维和蜂窝纸板制成的轻质车顶,具有A级热塑性表层。开发出的具有硬质涂层的薄膜采用UV辐射预交联处理。涂层表面在成型过程中实现最终交联(.Fehrer Automotive)
自2014年以来,人们可以看到,Smart Fortwo的基本版本已经采用了来自德国基青根的汽车供应商Fehrer Automotive GmbH(Aunde集团成员)推出的一种轻质车顶。2017年,由聚氨酯(PU)、玻璃纤维和蜂窝纸板构成的夹层设计车顶模块赢得了“轻量化创新”类SPE奖。夹层结构的表层是在单一加工步骤中直接通过背压成型的,并能以两种不同的形式生产。
为使车顶模块获得富有现代感的柔软外观,Fehrer目前正在使用由位于德国门兴格拉德巴赫的Aunde分支机构新开发的纺织品。轻质车顶的基本型号基于一种热成型的热塑性表层,采用与位于奥地利皮森多夫的Senco(Europe)GmbH(Senoplast Klepsch & Co GmbH的子公司)共同研发的共挤细粒薄膜制成。为了综合考虑当前的设计趋势以及汽车制造商对更高设计自由度的期望,Fehrer为其轻质材料开发出了各种不同的表层材料。其中引领趋势的是其带各种颜色漆面的A级外观,其中就包括“钢琴黑”。
然而,生产商并不想随后再以较高成本将表层上漆。其目的是开发出一种适合于理想设计的、同样可采用热成型工艺的薄膜。鉴于在薄膜研发领域长期以来的出色合作以及所取得的进展,Senco(Europe)最有资格成为Fehrer Automotive的开发合作伙伴。
开发这种薄膜的最大挑战之一是确保薄膜在热成型之后的高抗划痕性能和耐化学性能。凭借其综合能力,这些公司成功地开发出一种满足汽车外饰件表面苛刻要求的薄膜。
薄膜研发中面临的挑战
自2001年以来,Senco(Europe)一直在生产汽车内、外饰件用的薄膜,均采用共挤工艺制造。对于外饰件,它们目前使用由聚碳酸酯/丙烯腈-丁二烯-苯乙烯(PC-ABS)载体层和聚甲基丙烯酸甲酯(PMMA)覆盖层组成的热塑性薄膜。
对于内饰件和面板,Senco(Europe)也提供了这种多层结构薄膜。然而,对汽车内饰件的需求已出现了大幅度的增长。作为表层材料,PMMA的抗划痕性能并不明确,且未能通过各种抗防晒霜测试。出于这一原因,Senco(Europe)开发了一种可热成型的硬质漆(硬涂层)。
挤出与涂布工艺的结合已经在集团的一家附属公司中采用。Senosan GmbH生产的家具薄膜可直接在挤出生产线上完成硬质涂层涂覆。由于家具膜仅在中密度纤维板(MDF)上层压平整而并未经热成型处理,因此,在应用热塑性家具膜后,要利用UV光使漆膜固化。家具膜上的硬涂层可抗铁丝刮伤,特别是能耐受各种常用的家用化学物质。然而,高度交联的UV漆膜不能经受热成型工艺,因为在热成型的情况下,在这种薄膜中会形成难看的裂纹。
因此,针对具有热成型硬涂层薄膜的开发,开发者们制定了以下目标:
◆漆膜固化采用UV辐照与热固化相结合的方法(双固化):在挤出生产线上进行UV预固化,最终通过热成型固化;
◆不进行后续回火,不进行后续UV固化;
◆薄膜必须便于储存和运输;
◆高拉伸性:车顶模块和内饰件的漆膜上不会产生裂纹;
◆不损害PC-ABS背面与PU泡沫之间的粘合性;
◆抗划痕性能高于PMMA;
◆根据大众、戴姆勒和通用的不同标准进行阳性防晒霜测试。
集成式涂层挤压
在生产过程中,直接在挤出生产线上涂覆薄膜。这种用于汽车A级表面的集成工艺是业界最先出现的集成工艺之一。而在以往,则通常是先挤出薄膜,然后在另一道单独工艺中进行涂覆。

图1 洁净室环境中的薄膜生产,在此条件下获得的表面质量与挤出PMMA表面质量相同(©Senco(Europe))
来自集团内部有关家具薄膜涂覆的积极经验,被证明对于集成工艺是具有决定性意义的。在此,涂覆也是在挤压生产线上直接在线完成的(图1)。无溶剂硬涂层在UV光照射下立即硬化,由此获得与挤出PMMA表面相同的表面质量。因此,涂覆和挤出可以在同一洁净室环境中进行。在离开洁净室之前,薄膜表面将覆盖聚乙烯保护膜。
同样的工艺现在也适用于可热成型的硬质涂层。除了UV硬化组分之外,在漆体系中还存在热硬化组分。
双固化与众不同
Senco(Europe)的系统与传统双固化膜的工作方式完全相反。在生产片材或薄膜时,通过UV辐照实现漆膜的交联。UV交联被设置成便于薄膜的堆叠和运输的状态。在真实条件下对包装样品进行的测试证实,储存稳定性至少可达到9个月。在进行进一步加工之前,该薄膜应当可以储存更长时间。
在热成型时,漆膜会最终实现交联。因此,薄膜热成型所需输入的能量,还可用来实现漆膜的硬化,从而节约资源。应用聚乙烯保护膜,由薄膜储存、热成型和下游背压成型组成的整个加工链,与夹层复合材料一起可以顺利实施。这简化了处理过程,并减少了加工过程中发生污染或损坏的风险。在加工完成之前不能移除保护膜。
伴随着质检的生产
针对这种带可成形硬涂层的薄膜(产品名称:Senotop CM62HC),人们还开发了一种特殊的伴随着质检的生产方式。在5分钟内,通过丙酮测试显示涂层是否已硬化到足够程度(图2)。
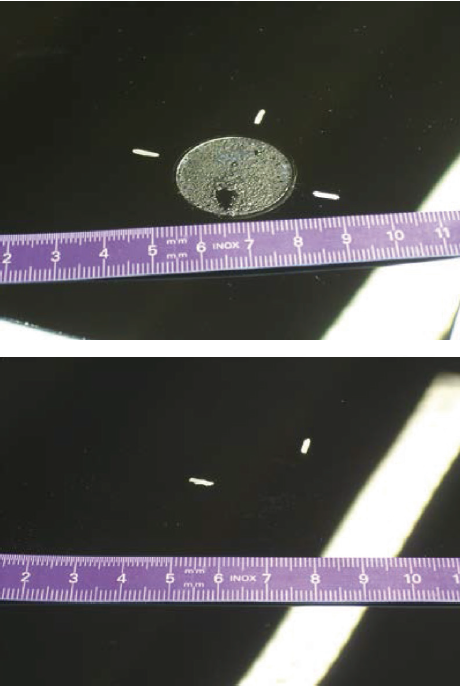
图2 在5分钟内,通过丙酮测试显示涂层是否已硬化到足够程度。这是为伴随着质检的生产而开发的( © Senco(Europe))
在Fehrer Automotive热成型生产线的研制过程中,发现用于加热膜的UV灯的类型对漆膜固化程度存在决定性影响。短波和中波灯在此特别适用。
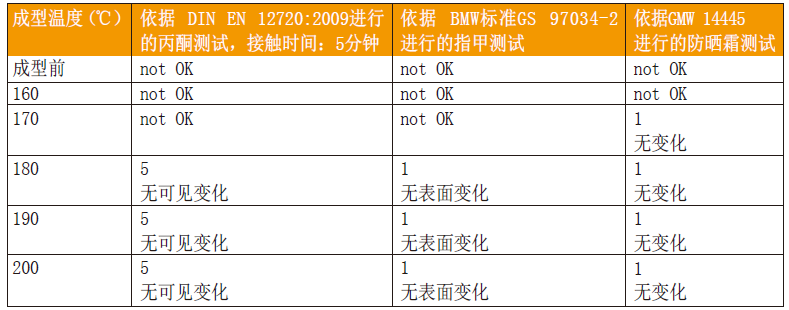
表1 漆膜固化取决于热成型温度(©Senco(Europe))
为了避免硬涂层中出现裂纹,实际的热成型必须在尽可能低的温度下进行(图3)。接下来,15~20 s后,通过施加真空使硬涂层固化。为此,温度阈值必须跨越约170至180℃。然后,漆膜固化取决于成形温度(表1)。

图3 用红外灯对洁净室热成型设备用薄膜进行加热(©Fehrer Automotive)
经过短时间冷却之后(图4),将热成型膜直接置于发泡模具中(图5),并在单一步骤加工过程中成型。

图4 热成型后的Senotop CM62HC。经过短暂的冷却后, 可将其置于发泡模具中(©Fehrer Automotive)

图5 在车顶模块的发泡模具中放置热成型膜( © Fehrer Automotive)
零件测试结果
Senotop CM62HC薄膜的最大优点之一是其耐化学性。利用这种膜生产的车顶模块通过了不同OEM生产商进行的对防晒霜和洗手液的化学耐受性测试(图6),以及针对各种流体的耐受性测试,如油脂、硅油、防冻剂、挡风玻璃清洗剂浓缩物、玻璃清洁器、接触清洁喷雾、汽油和许多其它化学物质。此外,与采用PMMA覆盖层的车顶模块相比,其抗划痕性能有极大提高(图7)。
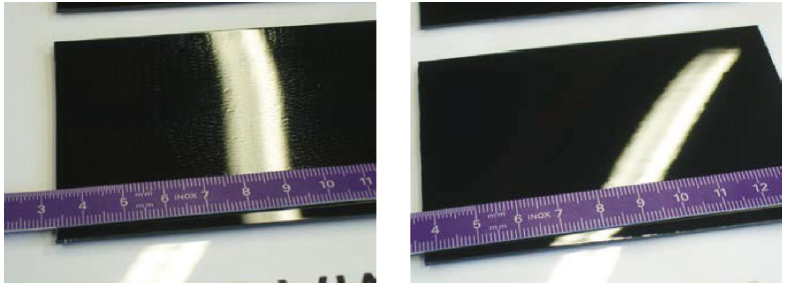
图6 依据VW PV 3964进行的防晒霜测试结果。左为PMMA作为参考表面,右为采用Senotop CM62HC薄膜的覆盖层(©Senco(Europe))
与现有的双固化漆膜相比,Senotop CM62HC薄膜具备如下优点:
◆无需进行额外的UV辐射固化;
◆采用可塑形的聚乙烯保护膜;
◆预交联漆膜表面可堆叠,非压敏;
◆无特殊储存要求;
◆不会发生不希望的反应,例如,可暴露于日光下,也就是说,无需遮光或防光线直射保护。
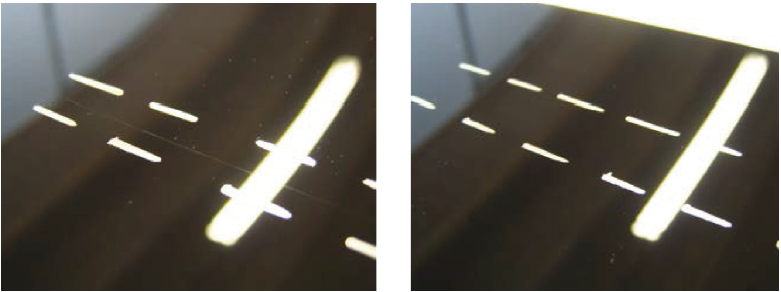
图7 根据宝马标准GS 97034-2进行的指甲试验,显示在PMMA上出现划痕(左),而在Senotop CM62HC薄膜未出现划痕(右)(©Senco(Europe))
展望
凭借密切合作,Fehrer Automotive和Senco(Europe)已经开发了一种具有A级表面的轻质车顶,Senotop CM62HC薄膜上的硬质涂层可在热成型过程中固化。之后,预成型的热塑性外层通过背压成型,连同一种由聚氨酯、玻璃纤维和蜂窝纸板组成的夹层结构一起,进入车顶模块。
热成型是在Fehrer的洁净室采用Geiss系统进行。适宜的环境条件,保障了A级表面车顶组件的生产,其合作伙伴已经在各种展会上进行过展示。在IAA 2017上,在Aunde Group集团的联合展台上展示了两只车顶组件,一只为钢琴黑,另一只为金属色泽。在Fakuma 2017上,Senco(Europe)也展出了钢琴黑车顶组件。2018年3月14-16日,由欧洲SPE热成型分部(塑料工程师协会)组织的热成型大会在罗马举行,Senco(Europe)再次展示了其车顶模块。
同时,Fehrer Automotive和Senco(Europe)正在研发采用带可成型硬质涂层的Senotop薄膜的汽车内饰件。

图8 由纤维增强型聚氨酯制成的靠背结构上采用高度拉伸的Senotop薄膜,这是两个合作伙伴的又一发展项目(.Fehrer Automotive)
Fehrer Automotive的另一个开发项目是由玻璃纤维增强型聚氨酯与Senotop CM-62HC表层构成的汽车座椅的靠背结构(图8)。由于必须进行更高程度的拉伸,或由于要用每种薄膜格式成型多个部件,因而这种部件的热成型是比较复杂的。这就是为什么要进行密集工作,以提高热硬化漆膜的延展性。
在2018德国汉诺威IAA商用车展(9月20 - 27日),以及2018沃尔夫斯堡IZB国际供应商博览会(10月16 - 18日)上,Fehrer Automotive将展示带这些有Senotop薄膜表层的靠背结构。
