 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



摘要
聚乙烯(PE)经交联改性成热塑性交联聚乙烯(TPEX),性能得到明显提高,接近于交联聚乙烯(PEX),并且仍然保持着热塑性,可以采用热塑性塑料的常用成型加工方法进行加工成型。此外,TPEX制品可以热熔焊接,废料可以热熔回收,使得PE的交联改性取得重大突破。
1 前言
聚乙烯(PE)综合性能优秀,用途广泛,为五大通用塑料之首,但由于其耐热性和蠕变抗性差,便极大地限制了它的广泛应用。七十余年来,科工界为了改善PE的不足,付出了艰辛的努力,取得了许多骄人成绩,其中PE的交联是一种很成功的改性方法,其所得产物为PEX。这种交联改性法,不仅提高了PE的耐热性、蠕变抗性,同时也提高了它的耐磨性能等,作为PE管道用料,达到PE125、PE140级,因此,交联改性有可能是一种重要方法。
但是,PEX也存在一个严重不足,即线型大分子的PE经深度交联变成网状结构的PEX,将导致热塑性丧失殆尽,其废料无法采用热熔法再生利用。这不仅是资源的浪费,也给环境保护增加了压力。同时,用其制造的塑料管材,亦无法采用热熔法焊接连接,塑料人久有思变之心。
2 课题的提出
耐热聚乙烯(PERT)管的耐热性、抗蠕变性较好,管材可以热熔焊接连接,废品可以热熔回收,因此业界青睐有加,发展迅猛。PEX管耐热性能更好,抗蠕变能力更强,在地暖工程、建筑内生活冷热水系统和散热器连接管等领域具有极大优势。但因管道不能热熔焊接连接,废料无法热熔回收,故近年每况愈下。研发热塑性交联聚乙烯(TPEX)的初衷是希望能获得一种性能接近PEX,同时又具有热塑性的新材料,可以像热塑性塑料一样加工成型,废料可以热熔回收,管材或板材等可以热熔焊接。
3 阶段成果
作为一家国家级高新技术企业,曼瑞德集团有限公司由地暖温控器做起,至今已发展成以建筑供暖、供冷、新风、洁净水为主轴的智能舒适家系统器材制造产业。为适应我国工业发展及与国际间合作提供第三方服务、围绕曼瑞德发展提供超前研发服务,曼瑞德聚合物实验室进入筹建阶段。塑料改性,便是曼瑞德聚合物实验室长期研究的方向之一,而TPEX的研发,是曼瑞德聚合物实验室边筹建边研发,奋力拼搏近两年取得的初步成果。
3.1 TPEX制造工艺方法
TPEX制造工艺方法采用“聚乙烯的动态交联”是可行的。所得TPEX的结构至少是两相,其中一相是PEX,赋予了体系高的耐热性和高的蠕变抗性,另一相则主要赋予体系热塑性。
4 实验部分
为探究TPEX的性能特点,实验室分别对TPEX、PERTⅡ型及PE-Xa进行性能测试(实验所用PERTⅡ型为市售商品)。通过对材料耐热性、拉伸性能、冲击性能、弯曲性能、拉伸蠕变性能和焊接性能等进行测试,得出结果如下。
4.1 实验原料
本实验中所用到的原料信息见表1。
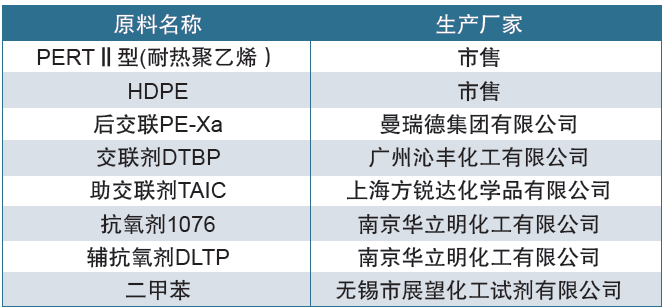
表1.实验原料信息表
4.2 实验仪器
本实验中所用到的仪器信息见表2。
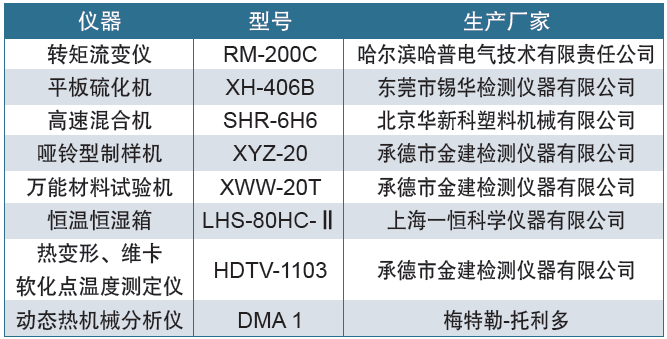
表2.实验仪器信息表
4.3 测试表征
4.3.1 样条制备
TPEX样条制备:将PE与交联剂、助交联剂、抗氧剂、辅抗氧剂按照一定比例称量后,加入到高速混合机进行混合,仪器参数设置为300rpm,温度23±5℃。将混合均匀的原料加入到转矩流变仪单螺杆挤出机挤出,制得已经进行过交联反应的聚乙烯棒,然后在190℃下使用平板硫化机将聚乙烯棒制成厚度为1mm、4mm的长方形板材,将长方形板材在室温环境下静置24h,用哑铃型制样机制得拉伸、弯曲、冲击、维卡软化点、拉伸蠕变样条。
PE-Xa样条制备:在190℃下使用平板硫化机将已经剪好的PE-Xa管材制成厚度为1mm、4mm的长方形板材,将长方形板材在室温环境下静置24h,用哑铃型制样机制得拉伸、弯曲、冲击、维卡软化点、拉伸蠕变样条。
PERT II型样条制备:将PERTⅡ型原料加入到转矩流变仪单螺杆挤出机挤出,制得PERT II型棒,在190℃下使用平板硫化机将PERTⅡ型棒制成厚度为1mm、4mm的长方形板材,将长方形板材在室温环境下静置24h,用哑铃型制样机制得拉伸、弯曲、冲击、维卡软化点、热强度、拉伸蠕变样条。
4.3.2 性能测试
拉伸性能的测定:按照《GB/T1040.2-2006塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件》机加工成试样1B型,按照《GB/T2918-1998塑料试样状态调节和试验的标准环境》状态调节24h,拉伸速度50mm/min,测试环境在温度23±2℃,湿度50±10%得到的实验结果见表3。
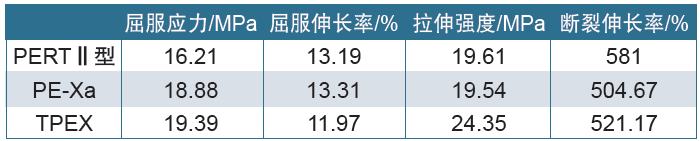
表3.拉伸性能的测定
由表3可知,TPEX的屈服强度和拉伸强度高于PE-Xa和PERTⅡ型,而屈服伸长率稍低于PE-Xa和PERTⅡ型。
弯曲性能的测定:按照《GB/T11997-2008塑料多用途试样》机加工成《GB/T9341-2008弯曲性能的测定》标准中推荐试样,按照《GB/T2918-1998塑料试样状态调节和试验的标准环境》状态调节24h,试验速度2mm/min,测试环境在温度23±2℃,湿度50±10%得到的实验结果见表4。
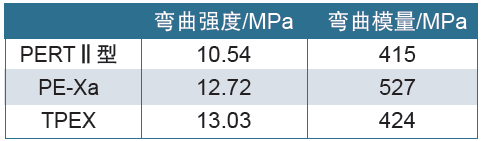
表4.弯曲性能的测定
由表4可知,TPEX的弯曲强度略高于PE-Xa和PERTⅡ型,弯曲模量低于PE-Xa,这就意味着TPEX管材的柔度高于PE-Xa管,小口径的TPEX管材更容易进行弯曲施工,其管道系统更有利于节省弯头等连接件。
冲击性能的测定:按照《GB/T11997-2008塑料多用途试样》机加工成《GB/T1043.1-2008塑料简支梁冲击性能的测定 第1部分:非仪器化冲击试验》标准中推荐试样,进行简支梁缺口冲击强度的测试,按照《GB/T2918-1998塑料试样状态调节和试验的标准环境》状态调节24h,测试环境在温度23±2℃,湿度50±10%得到的实验结果见表5。

表5.冲击性能的测定
由表5可知,TPEX的冲击性能介于PERTⅡ型和PE-Xa之间,其韧性在同一个水平。
维卡软化温度的测定:按照《GB/T11997-2008塑料多用途试样》机加工成《GB/T1043.1-2008热塑性塑料维卡软化温度(VST)的测定》标准中推荐试样,采用A120法测试,按照《GB/T2918-1998塑料试样状态调节和试验的标准环境》状态调节24h,得到的实验结果见表6。
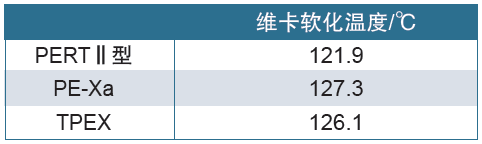
表6.维卡软化温度的测定
由表6可知,目前获得的TPEX材料样品的耐热性仅次于PE-Xa,本课题设计的主要目标之一耐热性基本达到。
热强度的测定:按照《GB/T1040.2-2006塑料拉伸性能的测定 第2部分:模塑和挤塑塑料的试验条件》机加工成试样1B型,按照《GB/T2918-1998塑料试样状态调节和试验的标准环境》状态调节24h,拉伸速度50mm/min,定伸比例100%,实验结果见图1。
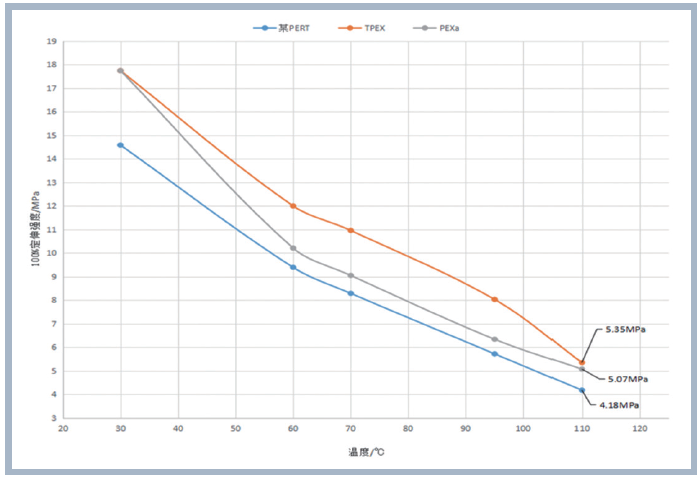
图1.热强度的测定
由图1可知,在30~110℃之间,当伸长率为100%时,TPEX的定伸强度始终是高于PE-Xa和PERTⅡ型的,在110℃时这种高差对PERTⅡ型而言高达28%,这是始料未及的。
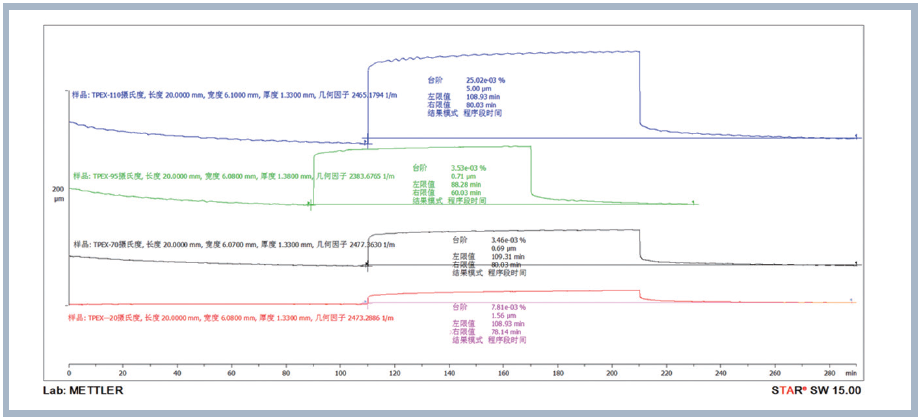
图2.TPEX不同温度下的拉伸蠕变
拉伸蠕变的测定:按照《GB/T2918-1998塑料试样状态调节和试验的标准环境》状态调节24h,样条尺寸根据说明机加工成:长30±2mm,宽6±0.1mm,厚1±0.5mm样条,实验结果见图2、图3。
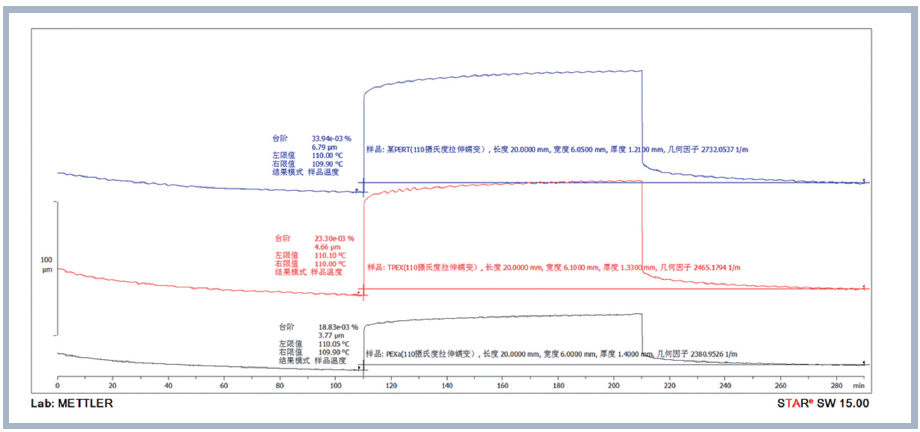
图3.PERT、PE-Xa、TPEX110℃拉伸蠕变
蠕变数据是材料研发、工程选材和工程寿命评估的重要依据,所有材料在环境温度接近其熔点时都会发生蠕变,而聚合物材料大分子结构比较松散,在常温下即显塑性,且对温度具有强烈的依赖性。TPEX管材的推导使用寿命如何,只有蠕变数据可以回答。目前获得的TPEX样品,已有按《GB/T18252-2000塑料管道系统 用外推法对热塑性塑料管材长期静液压强度的测定》的计划,但此法耗时太长,为加速研发,曼瑞德聚合物实验室置备了DMA,对已有TPEX样品和PEXa、PERT Ⅱ型进行了20℃、70℃、95℃和110℃的拉伸蠕变实验,图2为不同温度下TPEX的拉伸蠕变性能,图3为TPEX、PE-Xa和PERT Ⅱ型在110℃时的拉伸蠕变测试结果。根据这些数据分析,温度为110℃时,TPEX的蠕变小于PERT Ⅱ型,稍大于PE-Xa,这也是本课题所追求的目标之一。按照《GB/T冷热水交联聚乙烯PE-X管道系统 第2部分:管材》进行了静液压试验和热稳定性试验,目前仍在进行中,如表7所示。
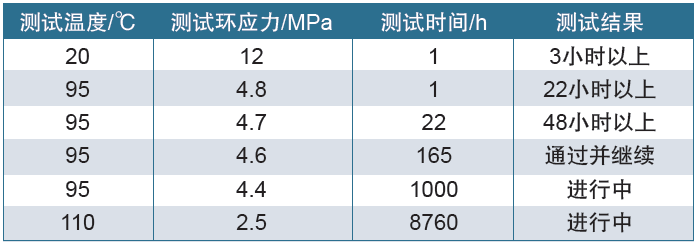
表7.TPEX静液压实验
熔体质量流动速率和凝胶度的测定:这两项指标自身的关联性极强,为保证体系不失热塑性,凝胶度被控制在很低的范围内;为保证体系综合性能不低于PERTⅡ型,接近于PEX,其凝胶度又不能过低。因此,熔体质量流动速率和凝胶度的测定贯穿全部研发过程中,拟另行讨论,本文从略。
焊接性能的测定:按照《GB/T1040.3-2006塑料拉伸性能的测定 第3部分:薄膜和薄片的试验条件》裁样成5型,按照《GB/T2918-1998塑料试样状态调节和试验的标准环境》状态调节24h,拉伸速度50mm/min,测试环境在温度23±2℃,湿度50±10%得到的实验结果见表8。
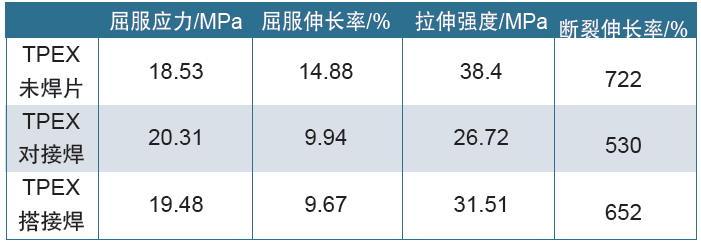
表8.焊接性能的测定
从表8上可以看到,对接焊的焊缝拉伸强度为未焊片拉伸强度的69.6%,与一般认为的70%是优秀焊缝的认识差距不大;搭接焊的焊缝拉伸强度为未焊片拉伸强度的82%,可以认为是优秀焊缝。但是,无论是对接焊还是搭接焊,本实验都是在高压下进行的,工程实践中是很难满足的,因此,实验方法尚待改进。
5 TPEX的主要用途
TPEX,热塑性交联聚乙烯的英文缩写,此前世界上还没有这种东西,是我们的首创。其综合性能接近于PEX,但属于热塑性塑料,可以采用普通PE常用工艺方法进行成型加工,可以制成管材、棒材、板材、单丝、薄膜及各种注射成型制品、中空制品等,甚至压延成型(待试)制品等。
其废料可以热熔回收,其制品可以热熔焊接,可广泛应用于HDPE一切应用领域。2017年,我国仅塑料管材一个品种,总产量即达1500万吨,其中PE管材大约占35%,约为500多万吨,主要包括给水管、排水管、农用管、矿山管、燃气管等。若未来TPEX能取代其中20%,则TPEX的年产量将达到100多万吨/年,前景广阔。
6 结语
目前获得的TPEX挤出制品,虽预料到外观做不到光滑细腻,但有时稍好,有时较差,如何做到稳定的稍好值得研究。如果能做到这一步,初设计的TPEX挤出成型方案——多层共挤就可大大简化。
上文介绍的TPEX热熔焊接性能测试结果,拉伸屈服强度提高了5~10%,热熔焊接过程是在强大压力下完成的,但工程上搭接焊很难获得高压,也是今后研究的重点之一。
PE经交联改性成TPEX,性能得到明显提高,并且仍然保持着热塑性,可以采用热塑性塑料的常用成型加工方法加工成型,制品可以热熔焊接,废料可以热熔回收,这将是PE改性的一大突破。
