 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



1.引言
碳纤维(carbon fiber,简称CF)就是纤维状的炭,含碳量在95%以上,是具有高强度、高模量的新型纤维材料,由含碳量高的人造纤维或者合成纤维(如片状石墨微晶等)在特定的工艺下制得。作为一种高性能的纤维材料,碳纤维已经在工业、民用及军事领域,得到广泛的应用。
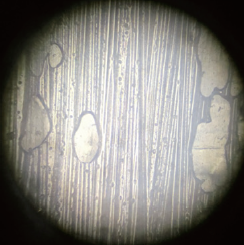
图1. 薄片式碳纤维材料
碳纤维材料的最早发明者是爱迪生,1879年,他将棉丝炭化,用来做白炽灯的灯丝。从1950年代开始,随着空间技术的发展,对新型材料的需求也越来越旺盛,碳纤维材料得到长足的发展。截止到目前为止,日本是碳纤维材料的最大制造国,美国是碳纤维材料的最大使用国。我国在碳纤维材料方面的研究、生产及应用,近年来也取得突破性的进展,后来居上。
本文主要探讨了利用激光的方式加工薄片式碳纤维材料,该材料厚度0.1mm,细节如图1所示。该材料用于制作小型无人机翅膀骨架结构,如图2所示。

图 2. 小型无人机翅膀骨架结构
激光加工相对于传统的加工方式,有加工速度快、无毛边、热效应小、可切割为任意形状等诸多优势。目前做非金属材料精密加工的激光器,主要为固体激光器,且尤以短脉冲及超短脉冲激光器的使用效果最佳。该种类型的固体激光器,脉冲宽度只有10ns或者10ps甚至是飞秒量级。而飞秒激光器由于稳定性及成本问题,在工业领域,尚未得到广泛应用。而纳秒和皮秒激光器中,又以皮秒激光器的加工效果更佳,在热效应、加工残渣及边缘效果方面,皮秒均彰显更大的优势,对比如图3所示。
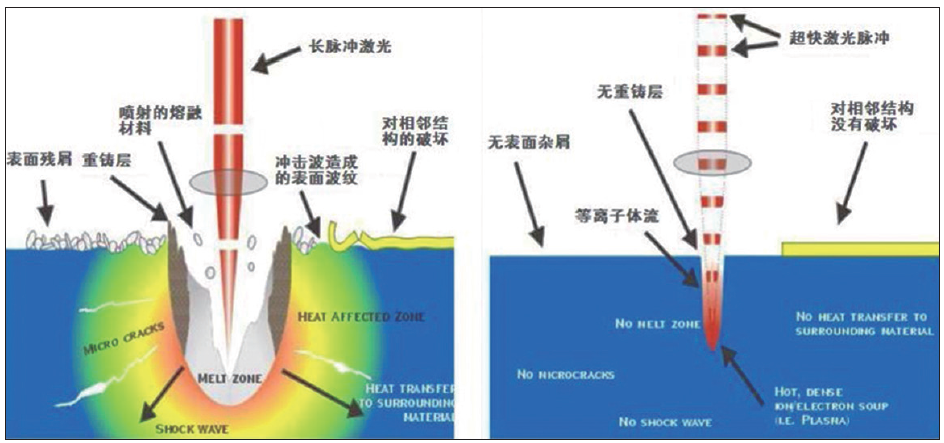
图3. 纳秒及皮秒激光加工效果对比
而在同一脉冲宽度下,激光器的波长越短,热效应也越小。目前市面上的固体激光器波长主要包括1064nm红外、532nm绿光、355nm紫外以及266nm深紫外。而266nm深紫外激光器的成本高,且多为国外垄断,国内目前多数的激光器生产厂家还处在低功率或者未产业化的阶段。
本文着重介绍532nm纳秒绿光激光器、355nm纳秒紫外激光器以及1064nm皮秒红外激光器这三种激光器(激光器均来自北京莱泽光电技术有限公司),在碳纤维薄膜材料加工中的实验研究。
2.实验研究
本实验依次采用三种不同的激光器,对材料进行切割处理,切割的图形为圆形和正方形,圆形的直径为4mm,正方形边长4mm。详细数据如下:
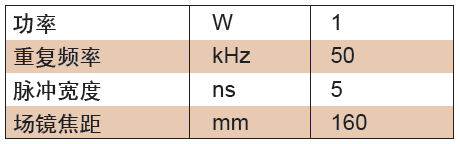
2.1 355nm纳秒紫外激光器加工
加工参数如下:
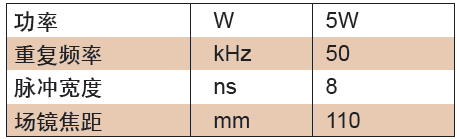
2.2 532nm纳秒绿光激光器加工
加工参数如下:
2.3 1064nm皮秒红外激光器
加工参数如下:
3 实验结果
3.1 355nm纳秒紫外加工分析
加工效果如下图所示。4×4mm方形加工时间7.9s,φ4mm圆形加工时间6s。在加工方形样品是,加工边缘的烧蚀区域约40μm,热影响区约100μm;圆形样品的热影响区约为90μm。
3.2 532nm纳秒绿光加工分析
加工效果如下图所示。4×4mm方形加工时间0.44s,φ4mm圆形加工时间0.36s。在加工方形样品是,加工边缘的烧蚀区域约50μm,热影响区约150μm;圆形样品的热影响区约为150μm。
3.3 1064nm皮秒红外加工分析
加工效果如下图所示。4×4mm方形加工时间0.4s,φ4mm圆形加工时间0.32s。在加工方形样品是,加工边缘的烧蚀区域约20μm,热影响区约70μm;圆形样品的热影响区约为70μm。
4 分析及结论
4.1加工时间:皮秒和绿光接近,紫外最慢,主要是受激光器的功率限制。
4.2边缘效果:紫外的功率低,需要振镜控制光路走很多遍才能将材料去除,因此造成了较为严重的热影响区,可以看到,热影响区的颜色是三种光源中最深的。但是,紫外激光本身接近冷光源,加工接近冷加工,所以,其热影响区的尺寸排在三者中间。皮秒激光依靠短脉冲的优势,在三者中,加工效果最佳。绿光的热影响区尺寸最大,没有紫外的冷光源和皮秒激光的短脉冲优势,主要原因是由波长引起的。
综上所述,皮秒激光器以其高功率及短脉冲的优势,加工效果最好,但设备成本过高。紫外激光以其短波长、类似冷光源的优势,加工效果良好,但受限于功率低,加工时间偏长。绿光激光相对于紫外激光器而言,波长稍长,加工效果略差,但是功率高于紫外激光器,加工时间快。
