 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



选择性激光熔化(SLM)是一种广泛使用的增材制造工艺,它可用于打印复杂的3D金属结构。本文演示了打造节点连接的菱形结构的钛合金Ti-6Al-4V合金基3D网格,晶格间距从400到1000μm不等。3D网格的生产实验采用了德国Concept Laser公司的一款M2型金属3D打印系统:其激光波长为1075 nm;光斑直径50μm;最大激光功率400W。这些充当光学快门(光闸)/定向发射器的网格展现出有趣的光学性质。进行了详细的光学表征并发现这些结构优化后可充当高效率的可缩放式旋转快门,并可作为角度可选式的透射屏以防止不必要及有害的危险物辐射。
在光学行业,光学快门广泛用于控制光线的辐照程度以及用于光学切换/通信。存在无数的快门设计和控制工艺以适应各种光学应用和系统。 其中包括基于微机械旋转器或微机电系统(MEMs)的大量快门选择。 另外,科研人员已经展示了利用不同微流体技术生产电调谐光学快门的工艺。他们利用介电润湿现象将流体层(在疏水含氟聚合物顶部)切换成允许光通过的液滴。 这项技术虽然具有前景,但尚不成熟,需要进一步优化。
另外开展了广泛的研究,致力于生产基于光学快门的液晶(LCs)。 其优势在于这些液晶具有电调谐性能、切换速度快,并且其材料特性可轻松定制以适应光学系统的要求。同时,基于LC的快门也可进行光学调谐,其中手性向列型液晶提供的带隙可以通过入射激光束进行调谐。此类装置对于需要远程切换的应用来说非常重要,以保护基于传感器的设备免受不必要的激光辐照。
这里介绍一种倾斜式光学快门,使光线只在某些入射角度下通过。这种快门也可以用作防护屏以避免不必要的辐照。基于3D金属网格的光学快门是通过采用创新的增材制造(AM)技术打造的。如今,通过3D打印构建的零件在光学行业越来越受欢迎,因为这种技术能打造出非常耐用的轻质组件。上述提到的SLM技术是一种快速成型技术,它能打造出具有各种复杂形状和细节的零件。SLM的工作流程为:打印机控制激光在铺设好的粉末上方选择性地对粉末进行照射,金属粉末加热到完全熔化后成型。然后活塞使工作台降低一个单位的高度,新的一层粉末铺撒在已成型的当前层之上,设备调入新一层截面的数据进行激光熔化,与前一层截面粘结,此过程逐层循环直至整个物体成型。SLM是一个用于制造光学快门的理想工艺,因为它使用的激光光斑尺寸为50-500μm,层厚为20-100μm,使最终的SLM部件的分辨率约为150μm。
Ti-6Al-4V是一种典型的两相钛合金,具有耐腐蚀性和高比强度。 因此Ti-6Al-4V被称为“空间金属”,在军事和民用行业具有广阔的应用前景。目前,Ti-6Al-4V的多孔结构行为,包括显微组织和力学性能正得到广泛的研究。
在这项研究中,主要提出了一种基于光反射原理且采用SLM技术生产的新型Ti6Al4V光学快门(定向发射器)。由于这种快门是空心的,因此重量很轻,可以使用电机轻松控制。下文讨论了该快门的制造方式。
制造流程
晶格结构具有广泛的应用,如生物医学植入物,减振和吸音等。在目前的研究中,它们被用于光学快门领域——即设计用于生产定制型的多孔部件。对此,SLM技术被视为生产所需晶格结构的增材制造工具。图1(a)示出了晶格结构的3D模型。所采用的晶格结构具有菱形结构,其网孔长度介于0.4mm到1mm不等。单元晶格的形状保持不变,如图1(a)所示,但支柱尺寸有所变化,使晶格结构具有不同的密度,如图1(c)所示。用于使用SLM技术制造Ti-6Al-4V晶格结构的粉末是由德国金属材料生产商TLS提供的气体雾化型粉末(尺寸范围介于20-50 μm),图1(b)。如图所示,大多数粉末颗粒通常是球形的,而少量不规则形状的颗粒对SLM技术来说是有利的形态。使用Concept Laser公司的M2型金属3D打印系统来制造晶格结构,该系统使用了波长为1075nm的Nd:YAG激光器;恒定光斑尺寸为50μm;最大激光输出功率为400W,以及具有7000mm / s的最大激光扫描速度。要生产Ti-6Al-4V,必须避免熔融金属捕获的氧气,因此材料加工是在氩气氛环境下开展的。
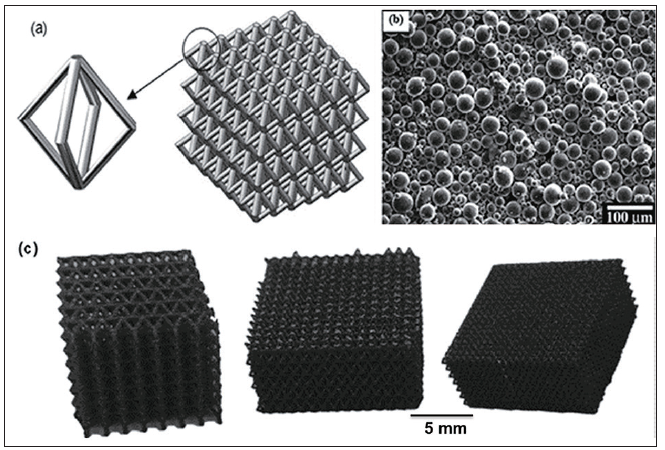
图1. 晶格结构(a)CAD设计(b)Ti-6Al-4V 粉末形貌的SEM图像(c)采用SLM 技术生产的网孔尺寸分别为1mm,0.7mm 和0.4mm。
一套包括200W的激光功率、1500mm/s的激光速度和20μm层厚在内的激光加工参数被作为Ti-6Al-4V的标准加工参数。还开展了类似的研究来优化由SLM技术制造的晶格结构。图1(c)显示了具有三种不同网孔尺寸的晶格结构。
光学实验
为了实现光学快门的特性,来自不同入射角的激光束辐照在样品上,并使用功率计测量透射光的功率。据观察,基于立方体的几何形状,有特定的方向能够传输光线(图2)。透射光的形状代表网格单元的相应形状。
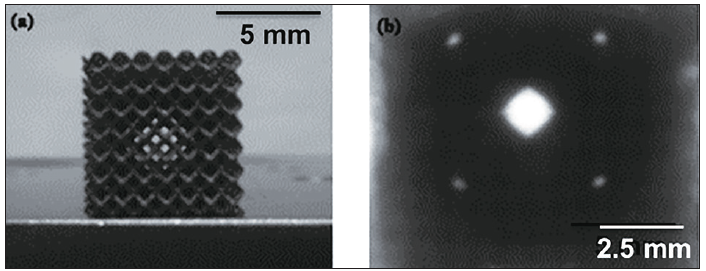
图2. 相机拍摄的图像显示出立方体样品的光学窗口。
为了研究这些窗口的特性,将样品旋转360度,并且沿着其纵轴方向的步长为1度,同时样品被一束红色激光(激光波长:650nm;激光功率6 mW)照射。样品的另一侧则放置了用于测量透射光功率的探测器(光功率计)。图3(a)和3(b)显示了用于测量的实验装置。样品被放置在计算机软件控制的机动旋转台上。该软件也控制了功率计并记录每个旋转步骤的透射光读数,出错率约为5-10%。据观察,激光光斑的大小对立方体样品的行为会产生影响。因此,这些样品在两种条件下进行研究:第一种条件是激光束聚焦在检测器处(如样品较大的光斑尺寸),第二个条件是光斑聚焦在样品处 (图3 c)。
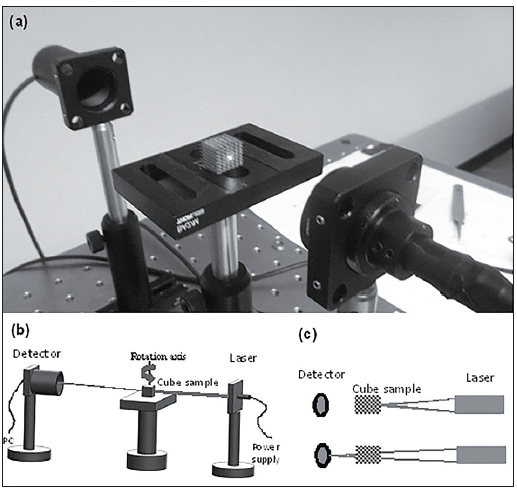
图3.(a) 角度强度测量系统。(b)实验装置的示意图。 (c)研究了不同聚焦点位置的两种情况。
图4显示了测得的光强与入射角的关系。这里有趣的是,网格仅在离散角方向传输光,而在其它所有角度则可忽略不计(<0.1%)。角度强度分布图显示还有更多在激光光斑聚焦在检测器的情况下的透射峰值。在这种情况下样品上的激光光斑更大,光线更准直以便通过网格窗口。这也增加了光线通过附加路径的可能性。对于聚焦在样品上的激光光斑而言,所有的传输率都较低。这是因为激光束散焦到网格中,导致漫射光束在网格内散射。

图4. 不同网格尺寸(a)1 mm(b)0.7 mm和(c)0.4mm 测得的角度透射强度。
然而,峰值的强度显示出不同的行为取决于网格的尺寸。对于网格尺寸较小的样品,光斑尺寸较大的样品的峰值强度大于光斑尺寸较小的样品。这可能是因为入射光在样品表面的反射率较高,而在较大光斑处随着越来越多的光子渗透到立方体内,传播的机会也随之增加。对于网格尺寸最大的样本来说,较小的光斑峰值也较低,但其光强与较大的光斑相比却更高,这是由于立方体内部穿透光的干扰减少所致。
结语
Ti-6Al-4V晶格样品采用的选择性激光熔化(SLM)技术被证明成功应用于生产具有不同网孔尺寸的光学快门。实验表明,这些立方体样品可以充当光学快门或定向光发射器。这些结构的可控参数是光斑尺寸和光入射角。这些光学快门的效率可以通过扩大啮合尺寸得以增加。而且,基于其经济型的制造工艺,这些光学快门具有可扩展性的优势。结果表明,这些光学快门发生溢漏的概率非常小(对于效率最低的样品<0.1%)。
