 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



在批量生产条件下,远程工业激光焊接应用的开发人员和用户往往面临着不同的挑战。首先,这些应用最好在没有任何局部气体屏蔽的情况下执行,因此激光辐照和焊接烟尘之间的特定相互作用很可能发生,从而对工艺稳定性、可靠性和焊缝质量造成损害。其次,焊接烟尘的残留物可能会污染工件、光学部件和工艺腔室的其他部件,并且它们还能够对腔室空气造成严重污染,因为相当一大部分焊接烟尘物质是有害,甚至是有毒并致癌的。
这些挑战点的每一种都为开发适当的腔室空气流动概念提供了充分的理由,但事实上,设计和优化空气或气体流量仍然是一个挑战,因为(i)理想的气体流动状态的条件是不确定的,( ii)不同的气流能够以复杂的方式相互作用,以及(iii)通过实验手段描述和监测工艺腔室内的气体流动特性是代价不菲的。因此,已经开展了一系列实验与理论结合互补的工作,以提高对内在问题和关系的深入理解。
实验工作主要集中在关注过程现象的表征和确定可靠的焊接条件等方面。为此,图1所示的是一个特定设计的工艺腔室。该腔室的内部视图在右侧的不同位置(1-3)显示了来自扁平喷射型的入口喷嘴,以及左侧的一个全局和一个局部排气漏斗(4-5)。同时,还额外配置了横向喷嘴来保护激光光学元件(6)。在这个工艺腔室中,针对厚度为10mm的低碳钢板,在施加3kW激光功率和在2m / min焊接速度的情况下,使用多模光纤激光器对其进行焊接试验。在没有任何气流的情况下产生的焊缝没有显示深穿透过程的明确迹象,并且焊缝深度相当低。相较之下,在有明确的气体流量的影响下的焊缝,其渗透率增加了一倍多。
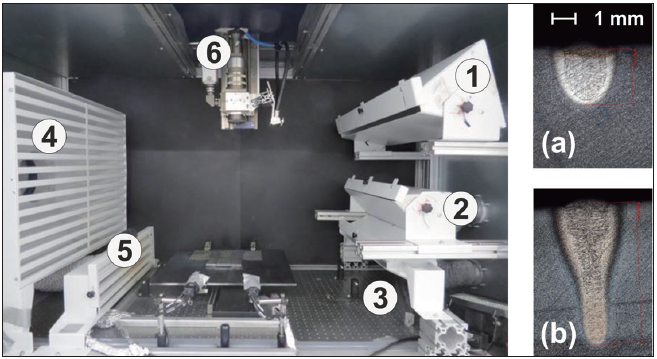
图1:配有安装组件(左侧)的工艺腔室的内部视图,以及不含气流控制(右侧a) 以及含气流控制(右侧b) 的焊缝横截面。
这些发现强调了适应性的腔室空气流动对于过程效率的重要性。根据调查结果,发现在焊接区以上1-2m / s范围内的局部气流速度足以实现这种效果,并且证明较大的值不会进一步增加穿透深度。此外,发现焊接羽流的特定高度对于具有最大焊接深度的稳定焊接区域是可接受的。这些加工条件已被视为腔室气流优化工作的基础。
然而,就整个工艺腔室流量而言,由于控制因素和因素组合较多,因此很难获得设计适当的简单规则,并且通过经验方法也很难找到最优的参数配置。举例来说,从所应用的扁平喷嘴类型中排出的单独空气流量由4个因素决定,即流量率、喷嘴倾角、到加工区域的距离和流出孔径。对于整个腔室的气流,总共需要考虑19个影响因素,这意味着如果每个因素仅在两个值水平上进行测试,则可能有219个,即超过50万个因子水平的组合。很显然,除了实验设计(DoE)方法之外,没有其他办法可以提供所谓的筛选设计,以从19个因素组合(最少的运行次数为192次)中确定最重要的因素。

图2:计算空气流场(左)和适宜性曲线图显示了优化工艺腔室气流的参数图(右)。
通过计算流体动力学(CFD)模型进行这种分析以得出关于腔室气流因果关系方面的详细信息。例如,图2(左)示出了针对特定参数系列所计算的空气流场。过程排放物被建模为金属蒸气流入速率,而特定蒸气浓度等值线的高度被用作工艺腔室流动评估的响应模型。作为筛选分析的结果,19个影响因素中有6个是最重要的因素。通过减少这些因素,可以应用所谓的多级响应面法(response surface method,简称RSM)作为空气流量优化的基础。通过157次额外的计算运行,控制因素和结果之间的函数依赖性被量化并且通过三次回归模型进行描述。这样的回归模型在数字上易于使用,并且可以通过计算意愿函数来有效地应用并确定最佳参数配置,如图2(右)所示,作为所定义的优化标准的实施程度的量度,即以最小的整体空气或气体消耗将焊接羽流高度限制在可接受的水平。
该研究已经证明了在远程激光焊接条件下优化复杂工艺腔室气流的方法。然而,不能以简单的方式将特定结果概括为工业型加工腔室适用的设计规则,而是必须将特定腔室的特性、空间和时间处理条件、所应用的空气流动部件的类型,以及具体的焊接应用的独特性等因素都考虑在内,以进一步做深入的分析。
