 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



如今,整个社会正变得“越来越环保”,我们也正目睹着我们的观念以及我们使用的各种技术所发生的根本变化。只要最终产品没有质量损失,每个人都会对资源的回收和再利用,工具和小装置等使用所产生的益处表示赞赏。从过往工业发达地区所吸取的经验以及从当前全球各地正经历的经济困境不难看出,我们已然不再拥有随意丢弃仅受到轻微损害的物品的那种奢侈。然而世界各地肆虐的商业广告和营销工具正在向社会施压,以购买最新的产品。这就是消费社会如何得以创造和持续的方式——以损害我们的自然资源为代价。
所幸的是,社会和制造业中那些头脑清醒的人士深知人们必须通过修复、再生和翻新等手段来降低成本。产业已没有多余的资金来购买新机器 ——取而代之,它真正亟需的是回收和再生。 即使资源可用,如今也不会有人愿意肆意地挥金如土。 多亏这些社会变革、新的态度和经济压力等因素,机械和制造工程行业的维修和翻新部门目前正处于蓬勃发展中。
从重型设备到焊接行业,几乎每个制造行业的维修和翻新市场都具有巨大的规模和潜力。 预计工业服务市场2017-2023年的复合年增长率(CAGR)为5.4%,到2023年将达到345.1亿美元。
激光熔覆的工艺机理
在这些工业流程中,首先建立一个电弧将基材表面熔化到浅的深度。然后将熔覆材料以线料或粉末形式引入,并且通过电弧熔化,从而形成熔覆层。通常,电弧焊技术能够打造出具有高强度,良好冲击性能和低孔隙率的全焊型的冶金结合。然而,输入到部件中的高热量往往会熔化足够的基材以使基材能够与熔覆层实现混合。但这种稀释效应是不理想的,因为它改变了所选的熔覆材料的独有特性。此外,高热量输入会导致产生机械形变,在熔覆后需要进一步处理以恢复零件的尺寸精度。这种热应力继而引发较差的机械品质,诸如裂纹和孔隙等表面质量问题,以及缩短修复件的使用寿命。当前,微电子器件领域也正在追求同样的目标:即降低生产成本的同时提高产量和最终产品质量。
由于激光器和激光系统能够进行高度精确的非接触式加工,因此它们在许多行业都在推动这一趋势。尤其对于旨在实现这些目标的熔覆工艺而言,更是如此。随着经济压力朝着保持机器运转,从而减少废弃物填埋场的碳排量规模等目标转变,生产工程领域的维修和翻新部门正迎来积极的增长势头。随着激光应用的快速增长和激光系统成本的降低,激光材料加工正被成功应用于汽车、航空航天、造船和船舶修复、石油和天然气钻探,以及许多其他行业。
激光熔覆是一种沉积材料的技术手段,通过使用激光使粉末或线材原料得到熔化及固化,以重新制造近净形部件或对其进行表面改性处理,例如在增材制造中。在许多情况下,激光熔覆技术正被用于所有类型的机械设备的维修和修复工艺中(图1)。金属熔覆最常用的传统手段都是电弧法的变体形式。
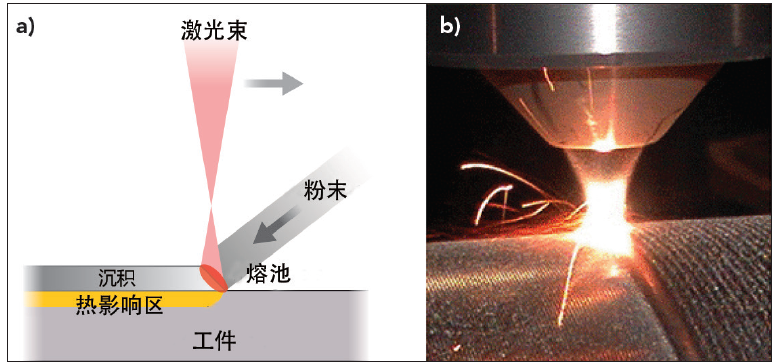
图1显示了激光熔覆工艺(a)和利用高强度钢(b)对钢辊进行表面处理的示意图。
使用激光作为热源为电弧焊提供了一种极具吸引力的替代方案,因为激光能够以高度局部和受控的方式产生所需的热量。通过熔化非常少量的基体材料,激光熔覆可以大大减少熔覆层的稀释率,同时仍然可以产生真正的冶金结合。此外,较低的热量输入可避免部件发生变形,从而大大消除了对后处理的需求。鉴于此,高功率二极管激光器特别适合于高速、大面积的熔覆应用需求。
激光熔覆系统的开发
当前,实质性研究正集中在开发自动型的激光熔覆机械领域(图2)。许多工艺参数必须手动设置,如激光功率、激光焦点、基材加工速度和粉末喷射速率等,因此需要专业技术人员特别注意,以确保正确的结果。然而,许多研究团队都将注意力集中于开发能够在线测量工艺过程的传感器。这种传感器监测熔覆层的几何高度和沉积径迹的宽度、冶金特性(如固化速率)、最终微观结构,以及熔池及其周边区域即时的温度信息等等。有了这种传感器,当前正在设计相关的控制策略,使得不再需要技术人员的持续观测来生产最终产品。此外,进一步的研究也在不断更新中,其中包括根据特定的冶金特性为用户的定制应用开发一系列系统参数,例如微结构、内部应力、稀释区梯度和熔覆层接触角。

图2 显示了卡车车轴上的激光熔覆工艺,该工艺还可以用于修复风力涡轮机部件,例如损坏或磨损的轴。
熔覆层提高了零部件的性能,降低了其成本,并且为零件提供了基材选择方案。因此,它在整体特性、表面性质以及成本等元素之间实现了平衡。例如,可能需要采用足够柔性的材料来制造发动机曲轴,以确保其在暴露于高扭转应力时不会破裂。然而,如果该发动机曲轴的轴承表面非常坚硬以保护部件在使用过程中不会快速磨损,这也是有利的。熔覆是一个能够自主选择材料整体和表面特性的工艺过程,因此避免了这种折衷解决方案。具体而言,熔覆包括在一个基材上形成相较原先基材具有不同组分的全新表面层。例如,它使制造商能够将低成本材料用于生产零件的大部分,但仍能实现更昂贵的合金材料所需的耐磨性、耐腐蚀性和耐热性。此外,通过实现高价值部件的经济型翻新而不是昂贵的替换,熔覆技术降低了许多行业的成本。
用于激光熔覆的粉末通常具有金属属性,并通过同轴喷嘴或侧向喷嘴被注入系统。金属粉末流和激光的相互作用导致发生熔化现象,也被称为熔池。将其沉积到基材上——移动基材使熔池凝固并由此产生固体金属的径迹。这是最常见的技术,但是一些工艺涉及将激光器/喷嘴组件移动到固定的基底上以产生凝固的径迹。基材的运动由计算机辅助设计(CAD)系统引导,该系统将固体部件内插到一组轨道中,从而在轨道末端打造出所需的部件。
工业应用案例
当前,激光熔覆技术在许多行业都得到了成功的应用,其中包括能源行业使用的离岸钻机轴和诸如锅炉管、水冷壁和风机部件等驱动部件(图3)。其他用途包括用于农业行业的切割刀片和刀具;林业设备行业的伐木设备;钢铁行业的导轨、辊筒和拉伸模具;重型设备行业的液压轴处理、铲斗和螺旋钻,以及为采矿业提供专业的钻井和开采部件修复。此外,该工艺也用于数字印刷机行业、造纸厂以及塑料薄膜和纺织行业。
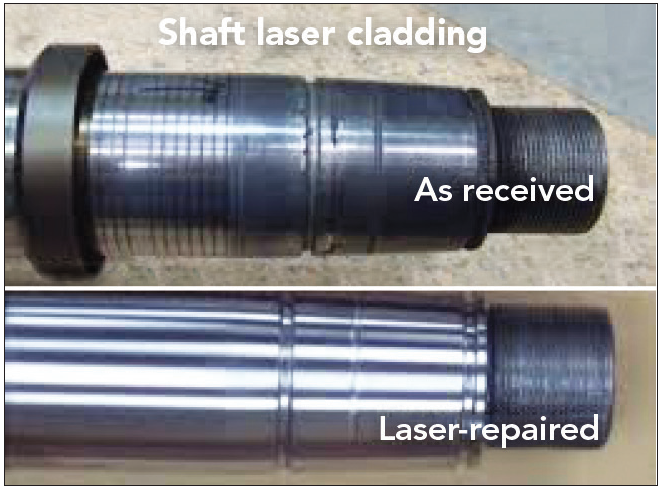
图3. 磨损和腐蚀流程需要实施环境可持续的工程举措,以减少能源消耗和危险排放,以及降低材料浪费率。
激光熔覆技术在制造和维修行业的应用主要被分为三个版块:表面熔覆、修补焊接和创成式制造。这些技术与过去15年里激光堆焊技术所取得的商业成功密切相关。新一代激光光源的应运而生为这一成功的发展提供了决定性的推动力。生产设备中的部件经常会暴露在极端的操作条件下,例如氧化、高温腐蚀、热疲劳,高压应力和磨损等等。这些条件导致功能表面加速恶化,并因此降低了组件的使用寿命。
因此,当运行任何带运动部件的机械设备时,往往需要修复或重建磨损的金属部件,这可谓日常工作。以新部件的一小部分成本来修复磨损部件将为用户节省大量资金。此外,根据原始规格来修复部件也将减少需要保留的备用零件,并且如果维修工作可以在现场迅速进行,便能够大幅减少停工时间。
当重新构建磨损部件时,还能够以增强其性能的方式修复该部件,从而使其磨损寿命比新部件还要长。由于激光翻新的独特功能,使得该工艺适用于绝大多数元件的翻新,在某些情况下甚至可以对这些元件的功能进行增强和改善。然而,从激光熔覆翻新工艺中受益最大的部件通常是需要定期进行翻新和维修的高价值部件。虽然使用激光器和供体材料进行元件修复、表面造型和表面强化的翻新应用已经发展了几十年,但基于激光的翻新却是刚刚开始得到广泛的工业和商业应用。这一应用量持续增长的原因与激光焊接增长的原因类似:配有定制化光束形状的高功率激光系统的应运而生提高了零件的质量和使用寿命。

图4 显示了一款磨损的精炼渣浆泵。
例如,图4显示了一款料浆泵,其遭受过度磨损,着色为蓝色并使用黄色标记做了勾画。每次当泵停止服务用于更换时,会产生54吨的产量损失,以每吨100美元的损失计算,想当于损失5,400美元。在4,000小时的运作后,或大约一年的服务期内,每台泵的重建成本平均为20,000美元。
因此,这项技术在改善新旧部件可靠性方面的潜力巨大,全球各地的科研和政府部门也正持续通过开展各种激光熔覆工艺的研究项目、工业应用和培训计划来为其发展做出贡献。
现如今,制造业最重要的考虑因素之一是生命周期工程,设计人员必须考虑零件在其使用寿命期间的影响以及使用周期结束时的处置。这意味着我们现在必须全方位考虑零部件的生命周期含义,包括其碳足迹以及对环境的长期影响。
通过激光熔覆翻新,优化产品设计并且以最少的材料用量等方式制造产品,可以显著减少零件的重量。然而,如果该部件恰好是飞机或汽车部件,那么车辆生命周期内的碳足迹将大幅减少,因为使用激光辅助加工制造的零部件重量较轻,从而产生较低的燃料负担。
结语
激光熔覆作为一种修复工艺提供了众多优势,它可以完全恢复零件的初始质量以及增强其整体性能,从而改善并延长零部件的使用寿命。因此,它证明了对高价值部件进行翻新的充分适用性。然而,必须在建立输入、工艺流程和输出参数一致性以及必要的经验调整等方面开展进一步的研究,这将导致开发知识型的控制器,这对于原位翻新式的激光熔覆工艺至关重要。
