 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



在坚固耐用的切削加工机床中铣削键槽、T 型槽的加工方案:Jongen 公司以高性能片铣刀为基础开发生产的特种精铣刀具SF 125-05-9。
拉丁语Borussia的意思是普鲁士,这也是广大足球迷所熟知的一个词。不论他们热衷的球队是在多特蒙德还是在门兴格拉德巴赫,脚踏实地、坚忍不拔、积极拥抱新事物,是这些球队的共同品质。而在谈到具有相同品质的俱乐部时,门兴格拉德巴赫人会毫不犹豫的告诉你另一个完全不同的‘传统俱乐部’:机床设备制造商Starrag技术公司。
早在德国Dörries Scharmann系列金属加工机床出现在市场之前,Starrag技术公司就是瑞士Starrag集团公司生产高精尖机床设备的专家。“我们加工的零件最大重量至40吨——95%的零件都是为我们集团公司内部企业生产的,也有一些按照合同订单生产加工的。典型的加工件是五轴铣削头或主轴箱。” 门兴格拉德巴赫Starrag公司生产厂的领导人Michael Bleckmann先生说。
而在Starrag技术公司数十年的发展进程中,一直有位可靠的幕后功臣——Jongen刀具公司。
铣削能力是刀具供应商赖以发展的基础
10年前,大约有25~30家精密刀具厂生产各种类型的精加工刀具,每年的销售额大约4.4万欧元。但在这10年中,随着客户对降低成本和提高效率需求的增加,这些刀具供应商逐渐被淘汰。目前,仅幸存6家,其中就包括了邻近Willich市的Jongen刀具公司。
40多年来,Jongen公司一直专注于生产百分之百德国制造的可换刀片的刀具和硬质合金刀片的整体铣刀(VHM)。其产品种类包含不同锥柄的切削刀具,例如套式铣刀、立铣刀和可换刀片铣刀。无论是平面铣刀、90°直角立铣刀、棒铣刀、键槽铣刀、槽铣刀、仿形铣刀、螺旋铣刀、倒角铣刀、圆片铣刀还是HSC高速铣刀,都能很好解决各种铣削难题。
加工T型槽的难题
14年前,当应用工程师Gregor Wallraven介绍Jongen刀具能够完成的加工任务时,就预示着Jongen公司将是金属切削刀具业内一家技术领先的企业。 “我们能够在一开始就用特种铣刀来说服Starrag公司,例如利用一把整体硬质合金铣刀就可以方便的在龙门铣上完成4米长导轨的加工,可以使用的刀片有可换刀片和硬质合金两种。” Wallraven先生说。
Jongen公司高层之一、负责产品研发和设计的Günter Hofmann也越来越相信特种刀具的潜力。他说:“虽然我们当前只有15%的产品需要用特种铣刀来加工,但这一比例一直在不断的增加。因此,特种铣刀是我们的‘秘密武器’,也是我们与其他竞争对手不同的优势,这种‘秘密武器’对我们来说不但是挑战,更给我们带来了许多创新性的设计理念。”
Hofmann先生还指出:“例如,集成式结构设计的机床工作台T型槽铣刀效率明显高于迄今为止的传统T型槽铣刀——它能够一次完成工作台上九条T型槽的铣削、不再像以前一样一条一条的铣削。”
“我们要完成的加工任务是为集团公司的姊妹厂Bumotec公司制造五个装夹工件的GGG 60铸铁工作台。要求是快速、精密,并有着严格的费用预算。” Starrag公司的生产管理人员Bleckmann先生解释说道。
这里的难题是工作台上的九条T型槽(这一工作台也可以加工成11条T型槽的变型产品)。 “传统的工艺流程是用5mm的T型槽铣刀一条条的开槽,然后用6mm的硬质合金T型槽铣刀一条条的精铣。而铣削宽度尺寸只有6mm、深度20mm、长度1000mm、公差配合为H7/P6的T型槽时,保证加工精度和可靠的排屑是非常困难的事情。” Bleckmann先生说,“如果采用传统的加工工艺将会大大超出规定的预算。”
Starrag公司技术人员认为:利用“万能型”刀具应能解决这一难题。 “我们已经在一根刀杆上安装了两把Jongen公司的片铣刀,估计一次安装三把片铣刀也不成问题。” Michael Bleckmann先生说。他们当天就进行了一杆三刀的切削试验,但试验的结果不甚理想。
为了探讨其他解决方案,Bleckmann先生和他的试验团队直接拜访了Jongen公司。“我们请教了刀具技术专家这样一个问题——很长时间以来适用于卧式平面铣刀的刀具、刀杆配置原理是否也适用于盘式片铣刀。”
Günter Hofmann先生、Gregor Wallraven先生和他们的团队立即着手用多片片铣刀进行了试验。 “从刀具的结构设计方面来讲应该没有问题;在生产中我们使用过六片片铣刀。” Hofmann先生说。但在没有刀杆稳定支架的情况下九片片铣刀铣的削情况如何还需要通过实践进一步的来验证一下。
加工成本大大降低
无论是对Jongen公司还是Starrag公司,九片片铣刀同时铣槽的可行性问题都不是一个“知识性”的问题,而是一个信任与否的问题。两家公司的技术团队都想通过试验来验证他们的猜测。在门兴格拉德巴赫进行的第一次试验就孕育着成功。经过切削参数优化之后,得到的试验结果就是两个字:成功。
“在我们Schaemann Alpha 1000型加工中心的试切过程中证明了,只要有着足够的强度、刚性来抵抗振动,就能保证要求的尺寸精度和表面粗糙度。”Michael Bleckmann先生说道。

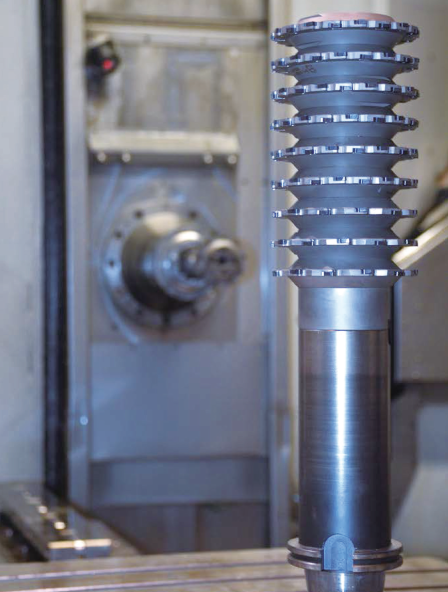
简简单单地安装,强力铣削:工作台上1000 mm 长、6mm 宽的T 型槽可以在Bumotec 铣床中完成加工。在加工11 条T 型槽的变型产品时九片片铣刀还需加工两次就可以完成任务了。
“必须强调的是:这种没有支承架的九盘铣削技术是非常成功的。这证明了加工机床有着足够的稳定性,同时也证明了我们设计制造的铣削刀有着更强的切削能力。” Günter Hofmann先生补充说。
这一刀具解决方案的基础是SF125-05-9片铣刀,产品有S01-S05(片铣刀安装孔63mm-250mm,或者直径63mm-160mm),或者B27(片铣刀安装孔125mm-200mm,或者直径125mm-160mm),铣削槽宽为4mm-12mm或者14、16和18mm。 “两种型号片铣刀的特点是:刀体增强部的精度很高,这样就省去了费时费力的刀具调整工序。” Gregor Wallraven先生说。这种几乎适合于所有材料切削的片铣刀齿距角小,可换刀片的四个切削刃都牢固地贴靠在片铣刀刀体上,有着非常高的刚性。铣削的槽底表面粗糙度为Rz 25至Rz 30。
“我们以这套标准刀具的几何参数为基础,对调刀系统、铣削宽度、加工公差和T型槽间距进行了调整,最终使它们都满足了Starrag公司的要求。” Günter Hofmann先生说。最后得到的是两套模块化的T型槽铣刀:125mm片铣刀,安装孔为SK 50。第一套有三片片铣刀,粗铣槽宽至5.9 mm;第二套为九片精铣片铣刀,精铣槽宽6mm。第二套精铣刀的长度大约600mm,铣削范围的宽度约400mm。
多片片铣刀试验成功了:Michael Bleckmann 先生(Starrag 公司,左),Gregor Wallraven 先生(Jongen 公司, 中) 和Günter Hofmann 先生(Jongen 公司,右)
Starrag公司对这两套铣刀加工的T型槽质量非常满意。 “我们对粗铣和精铣的结果都非常满意。另外,它还省去了许多调整刀具的辅助时间。利用Jongen公司提供的刀具解决方案我们保证了成本费用不超出预算。” Bleckmann先生介绍说。加工工时从原来的36分钟缩短到了8分钟,刀具也更耐用、更加稳定、更可靠。 “这就意味着比传统工艺技术节约5~6倍的成本费用。” Bleckmann先生说。
至那时起,Jongen公司又收到了几份类似需求的合同,同样也都提供了经济的多片铣刀解决方案。“这一方案也适用于单件产品的生产。” Bleckmann先生时刻不忘替Jongen公司宣传,“选择Jongen还有一个重要的原因——优质的售后服务。Jongen公司的专业技术人员就在我们附近,一旦遇到技术难题他们都能在半小时之内到达,两、三个小时之后我们就会有新的铣刀继续开始工作,有这样的合作伙伴,我们的未来也就有了保障。”
