 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



如今汽车工业潜在客户对个性化的需求日益增长,对此,汽车制造厂商大多以增加车型系列和车型品种来应对。汽车的生产模式也发生了一些新的变化:产品周期短、变型品种多和投产批量小。为了确保生产的经济性,必然会要求生产系统具有足够高的生产率和高度的柔性。具体到汽车箱体类零件的加工而言,目前大多数情况是采用由高速和高效加工中心连接而成的柔性生产系统来替代刚性自动化生产线。
高速加工中心改变传统加工模式
上世纪90年代中期开始,加工中心技术发展迅速,应用领域不断扩大,一方面,加工中心进入了铣床领域;另一方面随着高速切削技术的兴起和高动态加工中心的发展,使加工柔性和生产率逐渐能够兼顾,从而使高速加工中心进入原先是组合机床和自动线独占的应用领域。准确地说,导致高速加工中心进入汽车大批量生产领域主要有三个原因:
1.汽车动力总成的箱体类零件广泛使用轻金属材料,这些材料具有良好的切削性能。
2.加工中心动态性能的显著提高,大大提高了加工中心的生产效率。
3.汽车车型系列和车型品种的不断增多,需要采用柔性的高效加工设备。选择加工设备时,除了考虑投资费用外,设备的柔性已成为决策的关键因素。而加工中心具有很高的工艺柔性,并能满足用户对机床的使用时间不与产品生命周期的长短发生联系的要求。
像Grob公司和MAG IAS集团中的HüllerHille、EX-Cell-o和Lamb等公司在开发HSC加工中心时,首先瞄准的是汽车发动机缸体、缸盖和变速箱体等箱体零件的加工。当采用高速加工中心加工这些零件时,不仅能实现良好的柔性生产,还能达到较高的生产效率。
近10年来,现代加工中心在性能上更有长足的发展,机床变得更为轻型、动态和万能,使工件能在一次装夹中快速实现5面加工或完成更多的加工工序。
由高速加工中心组成的柔性生产系统,按平行加工的原则来配置机床,在使用这种柔性生产系统时,即便已完成设计或已经在装配、试生产,如果对工件的加工要求发生了改变,也只需在系统中对与工件直接接触的部件进行重新设计和改装即可,所花费用和时间并非太多。当需要增加产品的产量时,可以在各个加工单元随时扩充加工设备,相应增加加工中心的数量。另外,当加工的产品发生变化而需加工新的产品时,只需改动与新产品相关的部件,加工中心仍能继续使用。通常,一种产品(工件)的生产周期为 6~7 年,而生产系统的使用时间可达20多年。
平行加工和顺序加工两种柔性生产系统的比较
柔性生产系统有两种加工方式,即平行加工和顺序加工,这两种系统之间的区别在于单元的结构上(图1)。平行加工,是将一些加工中心分成若干个加工单元,一个加工单元中的机床同时进行相同的加工工序,所以加工单元中所有的机床可以相互替代,通过系统中的多个加工单元依次完成工件的全部加工。当生产系统要增加产量时,只要在加工单元中通过添加相应的机床就可以增加系统的生产能力。而对于顺序加工而言,由于单元中的机床是互补关系,当需要增加产量时,则需要添置另一个完整的加工单元。
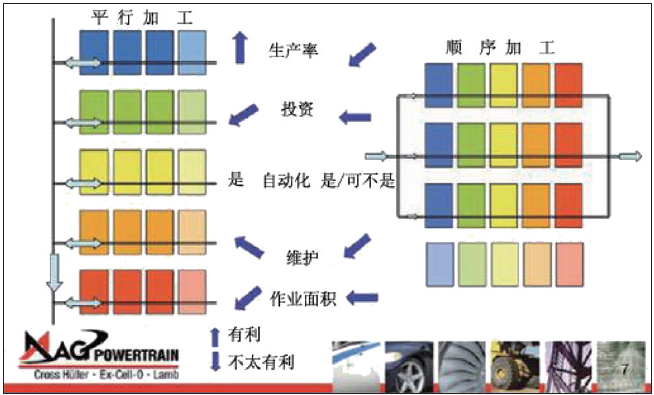
图1. 平行加工和顺序加工的两种柔性系统的比较
按顺序加工的系统,只有两种运行状态:100%的加工或生产完全停顿。这导致整个设备的利用率只能达到 65~75%。在平行加工的设备中,当某台机床出现故障或需进行维护时,单元中的其它机床仍可进行加工,只减少与此相应的生产损失,例如,由四台机床组成的加工单元中有一台机床出现故障而停机,这个加工单元的产量仅降低25%。因此,这种平行加工的系统其设备利用率可以达到 80~90%,而设备利用率对于箱体件中大批量生产的经济性是一个决定性因素。由此可见,平行加工的柔性生产系统,其生产率明显要高于顺序加工的柔性生产系统。
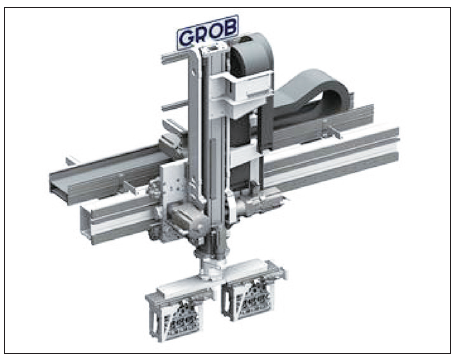
图2. 搬运工件的高架机械手
平行加工的柔性系统,加工单元内机床与机床之间的连接主要是采用高架机械手(图2)来搬运工件,由此改善了机床的接近性。而加工单元之间的连接主要的通过滚道来实现的。采用平行加工方式的柔性生产系统,不仅具有很高的设备利用率和高度的工艺柔性,并且具有很高的加工精度。
目前,汽车箱体类零件的柔性生产系统,工件加工的年产量一般可达到在 30~50 万件。
对于箱体铸件批量超过年产60万件或铝合金箱体件批量超过年产100万件的加工,则应采用自动线进行生产。
值得一提的是,为了满足大批量柔性生产的需求,在德国,有一些企业正在和高等学校以及研究所进行合作,以便开发出高柔性和高生产率的生产系统。
适配板是柔性生产系统中的重要接口
在柔性生产系统中,工件的输送和装夹涉及到多品种生产在系统中的顺利进行。在生产系统中采用的工件随行夹具不仅要适应工件的多品种装夹,而且还要适应加工单元中的搬运操作和在机床上的装夹。为此,在柔性生产系统中,广泛采用了适配板(图3)统一作为工件和机床夹具之间、工件上下料搬运、加工单元之间的连接和工件存储的标准接口。这已成为柔性加工缸体、缸盖和变速箱等箱体类零件不可缺少的部件。当将来工件发生变化时,加工中心的夹具也无需进行变动。适配板作为随行夹具有两个主要功能:
◆用来作为工件(具体装夹与工件无关)与机床夹具之间的接口。
◆用来作为实现工件自动化输送(高架机械手、存放站和输送带等)用的接口。
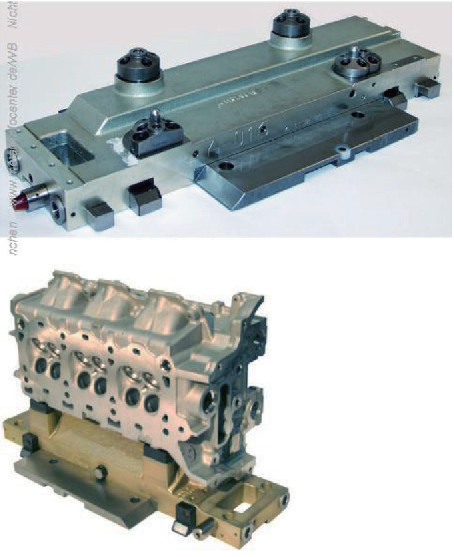
图3. 适配板( 上) 和已装有缸盖的适配板(下)
当工件变换时,机床和基本夹具不用改变,只需要采用新的或经过改装的适配板,并非需要准备多个不同的夹具。由此可以看出,通过这种标准接口,不仅实现了柔性化,而且在工件品种更换时又能快速且以较低的投资实现另一种工件的生产。
特别刚性的适配板可借助于零点夹紧装置无间隙夹紧在机床的夹具上,淬硬的适配板安装和支承面能长期确保高的重复精度,由此,可以获得比工件直接夹紧的方式更高的精度。
每个适配板装有一个数据(读/写)存储器,存有用于诸如缸盖、缸体和变速箱箱体类零件的型号、生产日期、有关工艺流程、加工的地点和质量等数据。利用这些功能不仅可识别工件,在机床上还可针对具体的工件调用NC程序和刀具。
为了确保工件的加工精度,在适配板上夹紧工件时,要防止工件发生变形,应用扭矩扳手拧紧工件以确保工件安装表面贴靠在适配板的支承面上。
需要说明的是,采用适配板虽然有助于实现柔性化,但是,由于要投资工件适配板、装配和拆卸工作站(如,根据MAG公司的资料,一个年产30万台两个不同品种缸盖的柔性生产系统,需要180个适配板以及相应的装拆工位和储存站)就需要增加辅助设备的投资,这种辅助投资要占生产系统总投资的 5~10%。
柔性生产系统的基础加工模块
设计和制造汽车箱体类柔性生产系统,针对箱体类零件,发展模块化结构的高效加工中心系列是重要前提。
德国MAG公司和Grob公司相继发展了这些加工中心系列。MAG公司有Specht结构系列/单轴、Specht结构系列/双轴(图4),即这个结构系列共有六台单轴和双轴卧式加工中心,分三种规格。
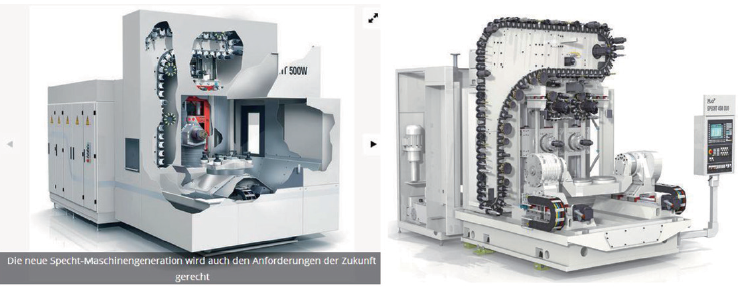
图4. MAG 公司柔性生产系统用的模块化的单轴和双轴加工中心结构系列
而Grob公司为柔性生产系统开发有一个 G-结构系列的加工中心,该加工中心分三种规格,所有规格有单轴和双轴加工中心,单轴有G300/500/70(图5),双轴有G320/G520/G720。所有规格的加工中心在速度、加速度和主轴转速等方面均具有高动态的性能。这类加工中心设有容量很大的刀库,可适应较多的加工任务,同时对新任务响应迅速。这些加工中心既可以进行3轴加工,也可以实现5面加工,故具有较广的加工可能性。

图5. Grob 公司G-系列加工中心(单轴)
作为提高机床生产率的有效战略,就是发展双主轴加工中心,即采用两个平行切削加工的主轴(图 6 和图 4 右)。在这里,通常两个平行切削的工作主轴加工两个工件,在每个夹具有相同数量的工件时,这就有两倍的生产率。特别在缸盖、曲轴箱和变速箱等大批量加工领域,由于其具有高的生产率,因而得到了较为广泛的应用。
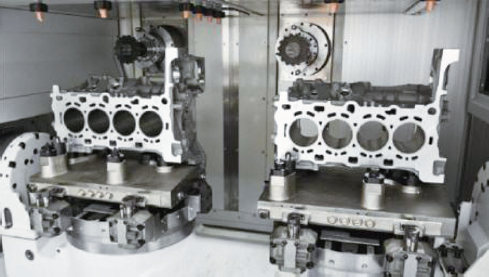
图6. 在MAG 公司Specht500DUO 双主轴加工中心上加工两个曲轴箱
从上面所述可以看出,对于汽车箱体件的中、大批量生产,在生产技术的目标和任务方面,主要体现在高的生产率、高的柔性、高的质量和低的单件费用这四个基本要求上。而对柔性的这种要求主要基于下列不同的理由:
◆适应产量(如产量提高某一个数量级);
◆对已知工件变型品种的适应能力;
◆对将来未知的而今后要加工的工件变型品种的适应能力。
目前看来,针对上述要求,唯有高速加工中心具有独特的优势。当然,进一步提高生产率,缩短辅助时间应是这类加工中心发展的重要目标。并且随着加工中心的轴加速度、轴移动速度和换刀速度的提升,辅助时间将显著缩短,生产率有望得到进一步的提高。
结语
消费的个性化导致汽车产品周期越来越短、变型品种越来越多、投产批量越来越少,能够兼顾高的工件加工柔性和高设备利用率的柔性生产系统成为刚需。对于柔性生产系统的设计和制造厂家来说,为汽车箱体类零件开发一个高柔性同时具有高生产率的工艺流程,长期积累的工艺经验和熟练的设备开发技术是决胜的关键。
而有着深厚发展历史,专为汽车大批量生产服务并与大连组合机床研究所“强强”联合而成的大连机床集团,却未能利用自身优势,在汽车柔性化生产中贡献一己之力,反而在去年走向了破产,这岂不实令人们深思?!
