 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



滚切齿轮(简称“滚齿”)作为一种齿轮展成加工方法,运用广泛,但如何提高滚齿的效率并解决滚齿加工过程中的环保问题一直是不少企业关注的焦点。本文将从分析滚齿工作原理的角度出发,有针对性的提出相关建议。
滚齿的工作原理及特征
由于滚刀的刀齿,按螺旋线排列,互相错开一个小的距离,滚刀转动起来就像齿条在移动,所以能在与它按一定关系啮合旋转的齿胚上,加工出同样模数与齿形的轮齿。当然也可把滚刀看成一个有螺旋角的斜齿轮,斜齿轮的法向模数等于被加工齿轮的法向模数,二者按交错轴齿轮啮合关系,在啮合运动过程中把齿轮加工出来。从传动关系来看,滚刀又相当于蜗杆,齿轮相当蜗轮,单头(条)滚刀转一圈,被加工齿轮转过一个齿。若是多头滚刀转一圈,被加工齿轮就转过好几个齿,转速加快几倍(图1)。
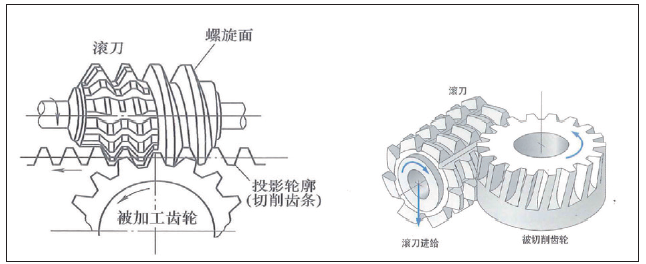
图1. 滚齿原理和滚齿运动
滚齿运动如图1右,滚刀的旋转是主运动,其切线速度就是滚齿的切削速度(m/min)。滚齿有几种辅助进给运动如:①齿坯相应的转动,即展成运动,也是圆周方向的进给运动。它转动的快慢与滚刀转速、滚刀头数相关。②轴向进给运动,即齿坯每转一圈,滚刀沿齿坯轴向进给的距离。③附加旋转运动,滚斜齿时,切齿方向不沿轴向而要沿螺旋线方向,所以齿坯除作展成运动外,还需作附加的旋转运动,这个附加转动和滚刀的沿齿坯轴向进给合成在一起,即可加工出斜齿轮。
以提高滚齿速度来提高加工效率
基于滚齿的上述工作和运动的特征,我们可以从改进滚刀材料和涂层、以及增加滚刀的头(条)数来提升滚齿速度,从而提高其加工效率。
◆ 改进滚刀材料和涂层
由上图可知滚齿主与辅助运动关系密切,主运动的滚刀旋转若加速,辅助运动的圆周进给运动必须相应快速跟上,这样整个生产效率才会提高。但速度快切削负荷加大,切削热升高,刀具的磨损也会加快。为此首先要改进刀具的材料和涂层。目前滚刀材料主要还是使用高速钢和硬质合金,下面分别说明这两种材料在涂层方面的进展。
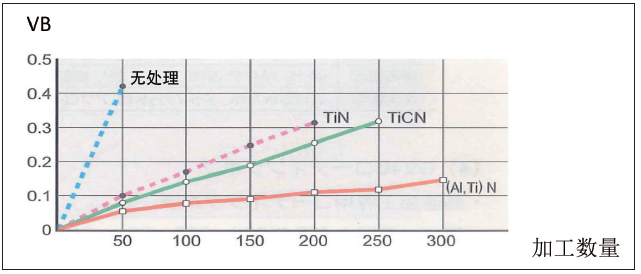
图2. 几种常用涂层高速钢滚刀加工铬钢后的比较
1.高速钢涂层滚刀
具有各种涂层的高速钢滚刀广泛地被用户采用。有涂层滚刀相对于无涂层滚刀,耐磨性和生产效率可提高很多,图2是无涂层和几种常用涂层涂覆的模数为m2.5、压力角为20º的滚刀,在切削速度100m/min,进给量3.1毫米/转,加注HS4M切削油,加工合金钢SCr420H的条件下,加工不同数量的工件后,所显示的滚刀后刀面的磨损高度VB(毫米)及其变化情况。比较后可知(AI,Ti)N涂层超过其他一般涂层,取得了良好的效果。

表1. 几种涂层性能的比较
表1是几种涂层的性能比较。下面分别说明一下各涂层特色。
①TiN涂层;这种涂层最早为各公司采用,它比没有进行过涂层处理的滚刀寿命可提高四倍以上。TiCN涂层性能稍高于TiN涂层。
②(Al,Ti)N涂层;这种涂层一般只用于耐高温的硬质合金,若要把它用于高速钢须作特殊处理使温度不超过其回火温度550º,这种涂层呈紫色又称VIOLET涂层。 (Al,Ti)N涂层滚刀,它的使用寿命超过TiN和TiCN涂层滚刀,约为TiN涂层滚刀的两倍以上。
③DP(GV50)涂层,耐热,耐磨还可适高速干式切削的新涂层,由于专用的设计和涂层表面的平滑处理,即使切削速度达到200m/min以上,且具有很长的寿命。
④GV40涂层,其硬度比GV50高,但耐热性不及GV50。
一般滚刀涂层磨损后,重磨重涂后性能有所提高但不大,可是DP和GV40涂层磨损后,重涂的滚刀仍具有相当高的综合性能。
由表1中,从切削速度方面来比较,一般无涂层高速钢滚刀约为;18-35m/min, TiN涂层可达30-80m/min, 应用专门涂敷技术的VIOLET (AI,Ti)N的涂层,速度可提高到70-140m/min,而GV40、DP等涂层,可达到200m/min以上的切削速度。超过150m/min后,AITIN涂层磨损也加剧,但新开发的DP和GV40涂层,磨损仍小。
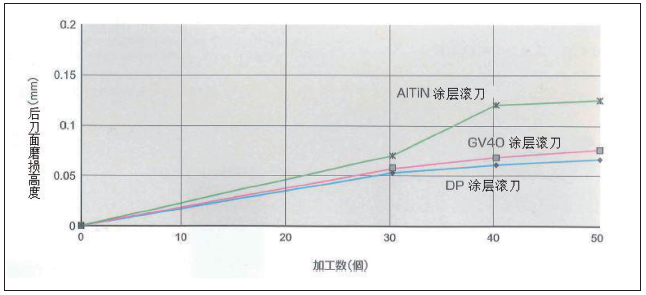
图3. 新涂层在高速滚齿条件下的效果( 该涂层实验为三菱公司开发和实验的结果)
图3是一项实验结果:这是用模数m=1.75。压力角PA=17.5º的滚刀加工合金钢SCr420H齿轮,在切削速度VC=200m/min,完全不用冷却润滑液,仅以喷压缩空气的干切削方式,所得到的。可以见到加工50个工件以后,新开发的涂层后刀面仅磨损0.07左右,仍可继续加工。
2.硬质合金涂层滚刀
过去硬质合金整体滚刀虽坚硬但由于韧性较差、加工成本高、价贵用得不多。近来随硬质合金微粒化等制作技术的不断发展,使其韧性大为提高。又由于在烧结时对收缩的控制技术和对它精加工时,磨削技术的改进,目前已能制造出了高精度硬质合金滚刀。而且可以做到和高速钢滚刀一样的小直径,多槽,多头。硬质合金滚刀涂层有TiN和(AI,Ti)N等,它的基体坚硬如再适配了性能优异的以MIRACLE技术的涂敷的(AI,Ti)N涂层,加工合金钢实现了300m/min以上的超高速高效滚齿,耐磨性也远超一般的TiN涂层。
◆ 从设计上增加滚刀的头(条)数来提高加工效率
提高切削速度和生产效率,除了上述的改进滚刀的材料和涂层方法外,还可以从滚刀设计的多头化方面来进行。上面已经讲到过,单头滚刀转一圈,齿轮转过一齿。滚刀有几个头齿轮转速相应提高几倍。头数越多,圆周进给运动越快,加工效率就越高。但它加快了,滚刀每一个刀齿的负荷就会加重,为此常不得不使切削速度和进给量适当降低一些,因此采用多头滚刀,并不完全是效率就会增加几倍。
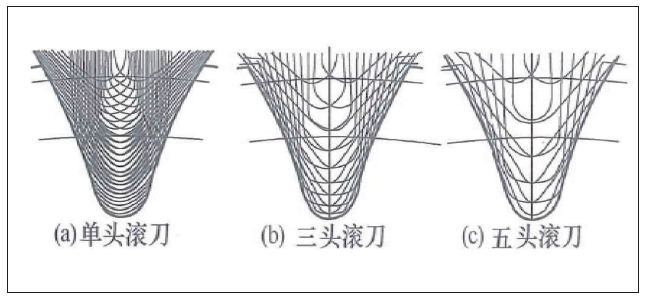
图 4. 多头(条)滚刀的展成状态
另外滚刀多头化了,如图 4可见参与精加工齿轮各齿的齿数减少了。齿形上的多角误差变大(齿形多角误差与头数的平方成正比)。另外,多头不但切削负荷增大,滚齿机自身刚性差时,齿向弯曲度误差也易产生。
多头滚刀切削时,切屑形状因厚而短,切屑与前刀面的接触位置会较远地离开切削刃,故减轻了切刃的退让和损坏,后刀面的磨损得以减少,寿命可以提高。在一定条件下必须保证具有长寿命时,是可取的。采用多头滚刀时宜使用能耐高负荷,刚性高的滚齿机。
不用冷却润滑液实现绿色滚齿加工
滚切金属时产生高热,增加切削速度时产生的热量更高,为减少因高温使刀具急剧磨损,保证加工质量,加工中要求使用大量冷却润滑液,这一方面消耗资源,另一方面排出大量废液,又会污染环境。
近年来,减少或不使用冷却润滑液的绿色滚齿越来越受到大家重视。因为切削热的产生主要源于:⑴切除切屑过程中,在被加工材料剪切区域弹塑性变形。⑵切屑流过前刀面时的摩擦。⑶刃口部分对材料的切断分离和后刀面对已加工表面的摩擦。因此为了少用、不用冷却润滑液,宜采取以下措施:
⑴ 合理设计刀具的几何形状,在保证一定强度条件下,使刀具锋利,尽量减少使材料变形切离所需消耗的功,并由之生成的热量。合理形状还可使切屑切离后,迅速离开刀具减少将其热量导入刀具。
⑵涂覆优异的可降低与被加工材料间的摩擦系数,耐磨、耐热、能减少热量传入刀体的涂层。由表1可知新开发的两种涂层抗氧化温度达到了1000ºC以上,硬度达到HV3300,性能优异,可以即使在切削速度,进给速度较高的条件下,还能保持良好的耐磨性。不用冷却润滑液,实现了绿色切削。
值得注意的是——这是由价廉的韧性好的高速钢滚刀加特殊涂层实现的,他们是多、快、好、省地实现了高效绿色滚齿,值得我们很好钻研学习。
