 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



液压成形技术已经在许多行业中应用多年,比如汽车行业采用这项技术来制造轿车和卡车排气系统和底盘零部件。随着技术和工艺的不断进步,现在汽车制造商在白车身制造中也开始考虑采用这项技术,将其视作为实现轻量化设计的一种经济型解决方案,这是因为它能带来:
● 产品开发和模具成本较以前更低;
● 可以在全球车辆平台上实现标准化的液压成形模具;
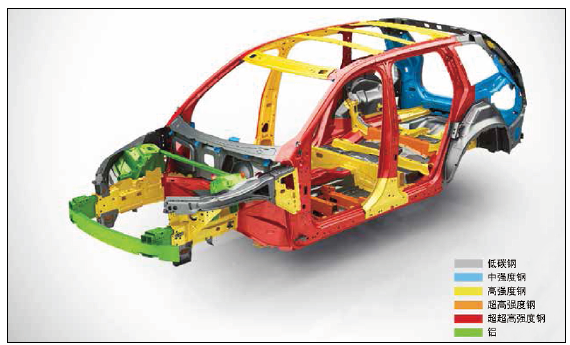
● 先进高强度钢可以通过液压成形的方式实现轻量化、提高结构刚度和安全性。
产品开发和可升级模具
行业内普遍认为液压成形模具成本太高。这在一些情况下的确如此,比如说,制造商采取的业务模式是针对不同区域(不同的模具供应商)采用不同设计;再比如,制造商为了考虑部件设计对工装设计和生产流程的影响一定要等到最后,直到他们可以下单订购样件工装。有些成本节省完全可以实现,从而使这项技术变得更加经济可行。
减少从产品研发到量产整个过程中所需模具的数量可以降低资本投入。如果采用可升级的模具,传统开发过程中所需的模具数量就可以减少一个(通常需要三个模具:研发、样件制造和量产)。为了实现这个目标,在样件制造中所用到的模具如果可以通过升级用于量产的话,从研发到量产整个过程所需的模具数量可以减少到两个。
不妨举一个针对全球平台进行资产投资的例子来加以说明。一辆车型采用六个液压成形模具,假设在开发中采用的模具通过升级用于最终量产,与传统采用三个模具的模式相比平均每个模具可以节省30万美元,整个项目最终可节省180万美元。如果考虑了全球车型项目中采用了多个一级供应商,从而导致重复开发的话,整个项目的节省还会更多。
虽然液压模相较冲压模的资产投入更高,但是需要指出的是,除此之外还有其他一些可变成本方面的节省。比如,可以通过减少某个组件中零件的数量,或优化与焊接、连接和物流等相关的某些流程来降低可变成本。经验显示,平均每辆车的可变成本可以节省5美元。
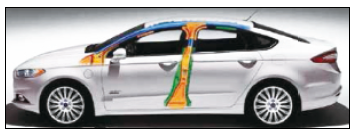
福特Fusion车型的车顶侧梁和B柱便采用了液压成形的双相钢DP 1000。
通过透明有效的沟通、在目标方面达成一致以及建立战略合作关系等方式,可在项目中实现较早的协作,而在这些方面的最佳实践有助于创新设计理念的实现。针对液压成形加工及部件要求开展协同培训就为液压成形方面的这种协作建立了一个良好的开端。如果车辆设计师掌握了不同材料在延展时的潜能和局限性以及液压成形工艺专家了解了最终加工部件要求的话,整个开发过程就可以得到简化,从而避免不必要的加工缺陷的出现,比如材料用量太多导致褶皱的产生,或材料用量太少导致爆裂现象,此外还可以更好地对加工进行预测并对回弹进行补偿。在加工部件设计阶段就对成形加工进行预测可以减少许多重复工作,同时避免项目出现延误。
车辆平台的全球标准
为了大幅降低产品开发和模具成本,液压成形技术已经从一种所谓的“黑匣子”技术转变成为“大众化”的加工工艺。OEM设计师和拥有全球项目启动经验的液压成形专家可以在项目的最初阶段就零件的设计展开合作,并充分利用可行性研究成果。在合作过程中,他们始终会以标准化为出发点。
目前行业内一般的做法是,液压成形件供应商根据自己的加工设备和工艺来开发加工部件和模具。这样做可以避免由不同供应商提供最终部件导致的差异,由同一个供应商提供则可以很好地在内部进行经验教训总结并做出改进。此外,这种方式还从两个方面降低了生产的灵活性。首先,自制还是外购(make-or-buy)以及供应商选择必须在产品开发的较早阶段就决定。其次,一旦生产转移到其他地区时,可能会产生重做一个模具的费用,这是因为液压模具无论从设计还是制造角度看都没有考虑其移动性(各个地区和制造商采用的主机设备也各不相同)。
若将加工部件和模具设计成标准产品,对制造商来说,无论是决策效率还是生产灵活性都可以得到提高。加工部件和模具采用标准化设计可以降低开发成本和模具费用。此外,采用标准化设计还可以让制造商有充分的时间考虑生产的地点和方式,从而避免之后出现不得不进行产线搬迁而导致的成本。
目前已经可以实现设计好一个液压成形部件及相应模具并用于全球范围内几乎任何一台设备了。与以前不同供应商各自设计模具和加工工艺不同,新的做法是,设计好一个部件,采用一个模具和工艺进行加工,然后相同的设计和工艺几乎可以在全球各个区域实现。
为了提高生产灵活性设计一个标准的液压成形部件,这个做法听上去很简单,事实上并非如此,因为不同制造商采用的液压成形设备系统有很大差异。解决这个问题的途径是将液压成形工装模具和工艺标准化,同时在设计连接系统时考虑灵活性,可以连接到不同的液压系统,包括水和电气系统。
采用全球标准的液压成形模具还有一个隐性的好处,就是可以提高产品投放效率和质量。此外,在生产中总结的经验教训可以持续、及时地分享给其供应商,这样可以不断调整工艺,解决任何可能出现的问题。
液压成形用于先进高强度钢加工
相比较液压成形来说,冲压工艺在加工先进高强度钢(AHSS)方面历史更悠久,不过液压成形也在快速追赶中。在未来十年中,DP 1000液压成形钢管在汽车白车身上的应用将不断增加。采用先进高强度钢加工而成的液压成形车顶侧梁和B柱已经被全球各大主机厂用于旗下多款量产车型平台中。
以双相钢DP 1000为例,该钢种具有出色的应变硬化性能,确保了结构刚度和高拉伸强度,因此非常适用于车辆产生碰撞时的能量吸收。举例来说,福特Fusion车型的车顶侧梁便采用了液压成形的DP 1000,一直从A柱延伸到C柱。与采用热冲压工艺相比,整个车身重量减轻了4.2kg。B柱同样采用了液压成形工艺,此外DP双相钢还在其他结构件上得到了应用,这些大大提高了车辆的扭转刚度和弯曲强度。
人们针对先进高强度钢在加工部件、模具及工艺设计等方面存在的挑战进行了深入的研究发现其具有:低成形性;高回弹性,满足几何特性方面的挑战。
先进高强度钢的高屈服强度和抗拉强度特性满足了车身结构性能要求,但是同时也带来了回弹的问题。如果生产过程涉及多道工序(比如折弯、预成形和液压成形等),材料的回弹问题将给设计可靠且可行的工装模具及工艺带来巨大的挑战。
材料回弹对部件几何尺寸带来的影响可以分为三种类型,分别为球状回弹、膨起和扭曲。事实上,液压成形钢管回弹常常包含所有这三种类型,这主要取决于材料的屈服强度、材料性能的差异、部件的几何尺寸、钢管的厚度以及部件采用了哪些加工工艺。
当管状部件横截面正常,而部件的整个几何形状不对时就会出现球状回弹。在这种情况下,管状部件会回弹至最初直线状态时的几何形状。液压成形部件越长,回弹越大。实际生产中发现,尺寸较长的部件在两端出现的全球式回弹可达几微米。
膨起回弹出现在部件几何结构的局部区域,在该区域液压成形横截面回弹至最初圆形的形状。尺寸较长、较扁平的横截面常常出现此类回弹。在液压成形加工完成后,部件的表面会朝外鼓起。
扭曲回弹是管状部件横截面与CAD几何形状相比出现的扭转变形,这是最复杂的一种回弹,而且很难进行补偿。
有限元分析(FEA)常用于材料的回弹预测,实际的应用经验可快速提高回弹预测的准确性。虽然对材料的可成形性可以做到很好的预测,但是由于液压成形之后的回弹比较有限,即使回弹的方向可以得到比较准确的预测,但是回弹量却很难做到准确。
此外,虽然针对回弹预测和补偿有明确的方法和计算方式,但是针对DP1000钢种的多工序冲压或液压成形进行回弹预测依然相当复杂。随着模拟、激光扫描和定制化CAD模块等领域技术的不断进步和应用,定制化的回弹预测方法也在不断改进。
冲压模具制造商指出,有必要对模具重新切割7-8次,这样可以实现对回弹的补偿,让部件的屈服强度更加接近名义值。目前液压成形模拟已经将模具重新切割的次数减少到了5次,短期比较可行的目标是减少到3次。这些知识和经验有助于减少整个生产的工装成本投入并缩短项目开发时间。
