 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



位于奥地利约伊斯镇的Zörkler公司,是一家高端齿轮零件制造商,其齿轮产品的应用范围涉及各种复杂、特殊的工业场合,包括航空航天、铁路运输、汽车制造等各个工业领域。因此,Zörkler公司对生产线的要求为高柔性与高精度并重。
为了达到上述要求,Zörkler投资了一台新的多功能机床,专门用于中小尺寸零件的加工。该机床的控制软件具有很高的通用性,不仅适用于一些标准的加工作业,而且能够满足各种特殊加工任务的要求,这就提高了生产制造的经济效益。Zörkler公司齿轮磨削部主管Moritz Wurm谈到此事时表示:“我们信赖霍夫勒(Höfler)机床公司的品牌经验和发展前景。其机床设备的加工范围,涵盖了轮廓磨削法所能制造的所有零件类型:从不计其数的渐开线或非渐开线圆柱齿轮及其变体齿轮,到圆柱蜗杆,再到离合器齿轮和花键。”
控制软件提供了更多可能
在绝大多数生产车间里,端齿盘(Hirth gearing)磨削加工通常是在专用的数控机床上完成的,但是一般情况下,缺少此类加工的专用软件支持。手动DIN编程和程序调试的耗时都较长,这也成为提高端齿盘加工效率和加工质量的巨大障碍。此外,当用户完全采用手动编程时,就无法从机床制造商提供的服务中获益。同时,公司对专业人才的依赖性也会增强,尤其是当相关的技术和经验都掌握在一名员工手中时,会对公司的发展产生重大隐患。
对于复杂、特殊齿轮件的便利、精密制造而言,有哪些属性是机床必须具备的?相比之下,统一、直观的操控理念,以及与之相适应的特定应用所特有的数据输入方式,还有必要的操作指导,再加上合理的机加工序,都是必不可少的。这也是Zörkler公司做设备采购决策时所考虑的因素。“对我们来说,简洁的用户界面,特别是端齿盘加工的专业软件模块,是我们决定购置RAPID 800 K新型机床的一个重要原因。”Wurm解释道。
多年以来,Klingelnberg对GearPro软件所进行的开发与改进,一直围绕着用户友好型界面和直观型操作理念展开。RAPID 800 K圆柱齿轮磨削机床中所使用的正是这一软件,GearPro中集合了用于标准齿轮加工的多个用户熟悉的功能界面,这些功能界面经过多年的开发和使用已经非常成熟了,其中包括:可视化三维齿轮加工模拟;零件模型的建立,用于计算和生成适当的工具配置文件,并以此来决定磨削面的精确位置;高级磨削功能和砂轮修整方案。
对端齿盘的加工而言,由于其齿数通常较多,因此优化分度的方法就显得尤为重要了,比如说扇区分度方法,对于在齿轮切削的过程中实现高质量分度是必不可少的。
“自由轮廓”选项
“自由轮廓”选项功能进一步扩展了GearPro软件的应用范围,这一选项允许圆柱齿轮的端面齿廓由任意的直线和圆弧线段定义而成。定义齿廓所使用的数据量通常是比较大的,这里既支持用在外部生成齿廓文件再将文件导入的方式,也支持用直接输入参数值的方式,来完成齿廓定义。

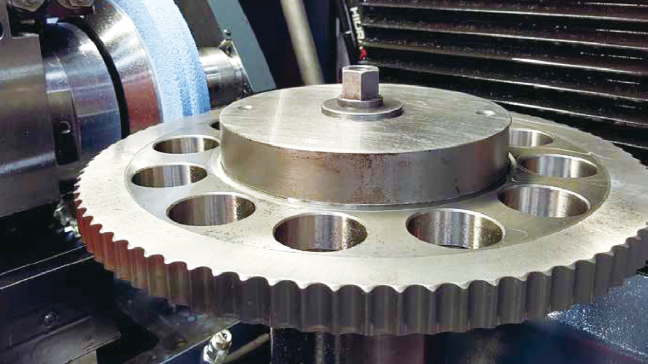
应用Klingelnberg的软件做端齿盘(Hirth gearing)的加工模拟。
摆线针轮减速机
摆线针轮减速机通常用在工业机器人中,如今已经成为特殊齿轮最重要的应用领域之一。这是一种特殊类型的采用摆线针齿啮合的传动装置,其内部结构为:一个或多个带有摆线轮齿廓的凸轮盘与针齿轮上一组环形排列的圆柱销作啮合滚动。凸轮盘由一个圆形壳体做支撑,在壳体的内部圆周面上均匀分布着一定形状的凹槽结构。
对于壳体来说,其内部圆周上均匀分布的凹槽的轮廓是由简单的圆弧段组成的,因此只需要用一个位置与半径的参数表格,就可以完成凹槽轮廓的定义。相比之下,凸轮盘的摆线轮齿廓遵循的是比较复杂数学关系。但是,它的定义照样可以通过几个参数来完成。这就使通过向导帮助功能完成凸轮盘外部轮廓的定义成为可能,这里操作人员只需要了解工件加工所涉及到的必要的结构设计知识,无需懂得复杂的机构计算过程,就能轻松完成任务。当对加工周期进行编程时,可以使用一系列的变量选项来进行定心、磨削、测量和校正等操作。GearPro中还集成了Klingelnberg p系列测量仪专用的数据接口,这就免去了用户自行生成测量数据的麻烦,测量数据生成的过程通常既耗时又易出错。
Wildhaber-Novikov圆弧齿轮
为了应对客户的特殊齿轮加工需求——Wildhaber-Novikov圆弧齿轮,Klingelnberg进一步改进和扩展了GearPro的功能模块。这里,不仅可以参数化定义一般的端面齿廓,而且可以生成基本的齿条齿廓,即圆弧形齿廓。这是客户定制化解决方案的一个很好的实例,该方案中应用了去除模拟建模方法,生成了具有特殊几何形状的端面齿廓,这也可以看作是“自由轮廓”选项的一个应用实例,这一步对验证磨削过程的可行性有很大帮助。
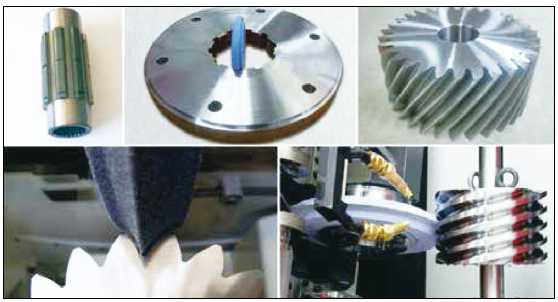
上图从上到下从左至右依次为:花键轴、花键套、自由齿廓齿轮、非对称渐开线齿轮、圆柱蜗杆。
用GearPro还可以完成齿向修正。为了验证磨削和砂轮修整的可行性,GearPro会进行必要的配置文件检查,并且能够在几个齿距中确定精确的误差补偿值,这对于特殊齿轮的加工来说是非常困难的。
最具灵活性的“自由编程”功能
将特定应用的加工工序集成到GearPro的用户友好型界面中,最终还是要通过“自由编程”功能来实现。有了这一功能,用户就能结合机床自身的功能特点,自行完成加工工序的编辑和管理工作了。通过这一灵活多变的功能,甚至能够建立可反复调用的自定义子功能,并且能够模拟出不同加工直径下刀具轨迹。
这样一来,所有的设计知识与经验仍旧掌握在客户手中,软件的控制和干预只在必要的地方出现,比如说数据库的管理,操作员向导,机床的基本功能控制,还有对像砂轮修整这样的单独工序的控制。
最新应用实例
GearPro软件的最新应用实例包括:带鼓形量的离合器齿轮的磨削;自由定义齿廓的圆柱齿轮的磨削。以上两个实例用到了GearPro中几乎所有的操作变量,充分体现出该软件高度灵活性。
非对称渐开线齿轮带来的挑战
如果齿轮齿廓为非对称结构,通常会为其加工制造带来更大的挑战。非对称渐开线直齿轮,越来越多地被用于动力输出比较大的场合,特别是在单向传动系统中。这种齿轮结构的优势在于,左右两侧齿廓的压力角存在差异,在负载侧,轮齿的强度通常较高,并且由于齿根圆的半径较大,齿根强度也有很大提升。
由于非对称齿廓左右两侧的齿形是不同的,其所采用的加工方法也大不相同,因此一般的标准齿轮加工工艺在这里就完全不适用了,或者说非常不经济、不可取。这不仅仅反映在加工性能参数的极限上,比如切削速率上。如果不充分考虑这种非对称性,就会浪费大量时间,或者在齿侧出现过量的热载荷。只要在磨削轮齿前,做齿侧两侧的几何特征对比,这种非对称性就能被及时发现到。尽管相同的径向进给量对截面半径的影响是相同的,但是单位时间内相同的加工量,所产生的截面形状的改变却可以是完全不同的。
GearPro的智能切削控制功能,能够自动生成最优化的磨削方案。不论是单侧齿形加工还是更高效、经济的双侧齿形加工,都能通过该功能有效地优化切削深度,同时,还可生成精确的齿向修正数据。
圆柱蜗杆磨削
圆柱蜗杆磨削与一般齿轮磨削相比有很大不同,这是因为其几何特征为螺旋齿结构,一般来说,单一螺旋齿的端面轮廓所包容的区域会超过180°,磨削加工时,砂轮轴和工件轴近乎平行。针对蜗杆的特殊加工工艺要求,GearPro一反常规地选择了轴向进给的磨削方式来完成螺旋齿的齿侧加工,通过这种方式,固载噪声传感器还可以采集到清晰地加工信号。考虑到砂轮的侧面轮廓有5个特殊的参数要求:ZA、ZN、ZI、ZK、ZC,砂轮轮廓修整只能使用专用的修整辊来完成,由于轴向测量参数的定义有其特殊性,蜗杆的测试和修正与一般齿轮都有很大不同。
因此,GearPro作为一款集高自由度和用户友好型界面优势于一身的机床控制软件,非常适合应用于特殊齿轮的磨削和测量中。在高端的客户定制化加工解决方案的处理上,它的表现也同样值得期待。
