 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




注塑成型结构与FRP中空型材的高品质结合(来源:TUChemnitz)
联邦德国卓越集群“Merge”项目(Federal German Excellence Cluster “Merge”)正在研发一种用于加工热塑性塑料纤维复合材料的液压成型-注塑成型混合的新工艺。利用气体作为成型和支撑介质,他们首次加工出了纤维增强塑料管件。在特定应用方面,研究人员成功地降低了部件的重量和加工成本,提高了生产效率。
为了大幅削减道路交通污染排放,汽车制造领域越来越多地采用混合组件,以便降低车辆的重量。作为一种附加好处,混合结构扩大了组件的性能范围,提高了功能整合的可能性。如,注塑成型具有提高设计和组装自由度的优势,而纤维-聚合物复合材料则可以更好地提高比强度和刚度。通过与液压成型技术相结合,可以进一步提升轻量化程度,特别是对于需要承受复杂的弯曲和扭转载荷的混合型材,更是如此。金属中空型材目前采用油包水乳化(HFA液)的注塑成型方式,同时用热塑性塑料注塑提升其功能。
用纤维增强塑料(FRP)型材替代金属中空型材可降低材料重量和生产成本。目前,这也是联邦德国卓越集群“Merge”(多功能轻量化结构混合技术)项目中,开姆尼茨工业大学和戴姆勒公司之间合作的研究重点。新的混合工艺不仅实现了FRP与热塑性塑料制件的胶接,同时还用气体成功取代了HFA液。总的来说,部件的强度因此得到提升,生产周期也缩短了。
高性能部件的混合
金属、塑料和FRP相关的工艺追求的目标是将各个生产步骤与组件恰当结合,以便尽可能地降低能耗和对基础设施的要求,同时减少对工厂、模具和接口的数量要求。只有能够进行混合的轻量化结构才可能进行大规模生产。
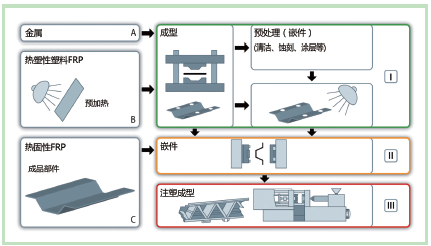
图1. 制造混合结构的工艺链。金属、塑料和FRP的结合工艺追求将各个生产步骤与组件相结合的目标。
传统生产钣金类金属-塑料混合组件的生产工艺链是从单独生产金属组件开始的,接着将其包覆成型或封装在注塑模具中。因为这种工艺很复杂,单个工艺的成本很高,所以现在有必要对使用热塑性塑料功能元件的液压成型管制造的混合型材进行经济优化。将不同技术通过资源高效结合的优势已经可由相同或相似作用原理的成熟系列工艺来实现。如,金属嵌件或热塑性塑料FRP(有机板)通过注塑成型工艺,就可以省掉上游的多个工艺步骤(图1)。
液压和注塑成型结合的方式提供了资源和成本高效的替代技术(图2),这里,成型、初始成型和组装过程在同一个模具内完成。该工艺本身包含两个步骤。在插入中空型材后,首先经由液压成型,接着是注塑成型(初始成型和组合)。模具系统已经包含注塑成型功能化的模腔。在前面液压成型工艺起作用的流体压力在注塑成型阶段依然在中空型材的内部得到保持,从而防止因为熔融聚合物在外部施加压力作用而导致中空型材变形。熔体冷却后,可以从机器上取下成品部件。
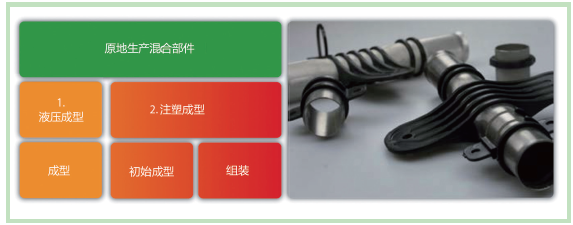
图2. 将液压成型和注塑成型原位结合,省去了某些工艺步骤。成型、初始成型和装配在同一个模具内完成。
该工艺最近由戴姆勒在其德国汉堡工厂开发完成,并已经得到了一系列应用。它采用了铝型材,通过短玻纤增强热塑性塑料提升了功能。复杂成型的金属中空型材和功能化的注塑成型组件混合部件被用作诸如戴姆勒车型中的驾驶舱横梁、前端载架和前端转接装置(图3)。
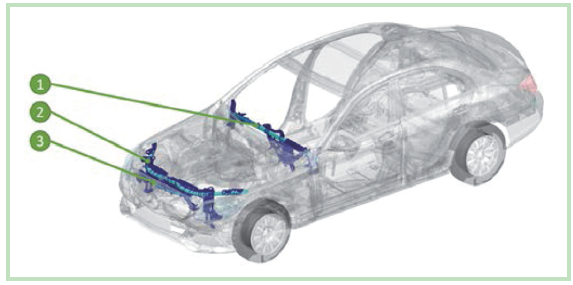
图3. 复杂成型的金属中空型材和功能化的注塑成型组件混合部件用作车模中的驾驶舱横梁、前端载架和前端转接装置。
利用化学粘合促进剂或金属组件表面结构来获得很高的结合强度既费力又费钱。据戴姆勒的研究显示,弗劳恩-霍费尔机床和成形技术研究所及开姆尼茨工业大学正密切合作,实施一项经济的金属-塑料组件粘接技术,如通过用激光结构成型技术加工管件,可以相对低的成本获得很高的结合强度。
作为一种成型介质,传统液压成型用的HFA液已经得到了一系列的应用。为了使注塑模具一直处于干燥状态,需要做相当大的努力。如果组件开裂,就会成为一个严重的问题。为此,在联邦德国卓越集群“Merge”项目中,用氮气作为该工艺的作用媒介。弗劳恩-霍费尔IWU自2006年起,就用气体作为液压成型的媒介,在室温和温度受控的成型加工中获得了很好的经验。在业内,轻量化、功能化已成为行业发展的趋势,越来越多的金属中空型材会被FRP型材取代。
FRP中空型材的液压成型/注塑成型
在液压成型和注塑成型的结合中,以前用不同设备运行的两种工艺被合并。基本上有两种方法来实现这个目标。首先,可以将液压成型工艺整合到注塑成型设备中。为了达到这个目的,需要额外的单元来提供液压成型所需的压力,同时还需要触发轴流滚筒来密封管道的末端。另一方面,液压成型机可以与注塑成型单元结合。联邦德国卓越集群“Merge”项目尝试了两种方式,都是有效的。

图4. 高品质二次成型FRP半成品示例。1)胶粘连接,2)注塑成型功能部件,3)FRP管件(来源:TUChemnitz)
如要保持该工艺链的顺序稳定,需要以高质量的RFP中空型材为前提。为此,液压成型专家从经济学和科学角度确定了什么样的产品情况是不被接受的质量要求和状态。特别是,如果绕线质量差,可能会导致泄漏。开姆尼茨开发了专有的FRP管件。缠绕管件确保了稳定的工作流程,并取得了良好的结果(图4)。
为FRP中空型材优化工艺链
要用FRP中空型材替代金属中空型材,必须改善整个制造工艺。用液压-注塑成型工艺加工新的FRP材料要求气体作为支持介质,因为有些聚合物容易吸湿,成型温度对于传统HFA液体来说太高。使用气体介质还有其它优势,如,不需要对组件进行后续清洁,也不需要对传统上使用液体作为支撑媒介的模腔进行非直角定位。
液压成型中的FRP中空型材注塑成型加工符合要求,可确保模具公差的补偿,防止过度保压。另外,局部放大直径、形状的改变和曲率半径有助于增加部件的功能密度。由于层间纤维取向的关系,纤维复合材料具有特定的成型行为。对于柱状结构,径向扩展行为主要受到圆周方向上纤维取向的支配。
但是,在不造成损坏的情况下加工成型FRP中空型材是有可能的。FRP管件的预热很关键,因为聚合物基体允许层间滑动运动。滑动的程度与FRP中空型材的纺织品结构有直接关系。如果要让聚合物能够在整个中空型材中滑移,必须保证温度分布是均匀的。
混合部件的基本前提是所用的不同材料之间能形成牢固的结合。如果用FRP替代金属,一般情况下需要对嵌件的表面进行修整,现在则不需要了。如果注塑成型组件使用了同样的基础聚合物和FRP中空型材,并且表面温度足够高,就可以获得高品质的粘结。
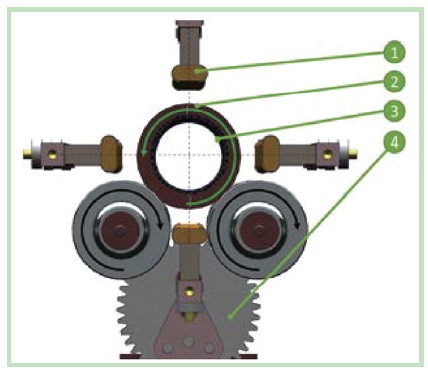
图5. 在注塑成型加工前,要对FRP管件进行加热。组件和红外加热炉的工作模式:1)红外散热器,2)运输用夹套,3)FRP管件,4)步进马达(来源:TUChemnitz)
为均匀加热FRP中空型材,联邦德国卓越集群“Merge”项目(图5)开发了红外加热器。它包括四只径向布置的红外散热器,以及方便操作的铰链机制。由于散热器表面与额外旋转的管件之间的距离不变,该装置实现了均匀的温度分布,可以顺利地调节红外散热器的密集度。
总结
在利用液压-注塑成型混合工艺加工热塑性塑料复合材料时,研究人员和行业合作伙伴修正了原来金属加工的工艺策略,开发出全新的红外线加热器。将气体作为成型介质,首次成功加工出了形状复杂的纤维增强塑料管。新的介质开启了轻量化的潜力,提升了生产效率,降低了加工成本。不同技术的综合还具有产品和工艺设计的优势(由于FRP和热塑性塑料粘结的特性),并可以用气体取代HFA液体。
