 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




如果要推动制造经济有效的电动汽车,Forel平台(电动汽车资源节约型轻量化结构技术研究中心)将有助于提高活跃于全球市场的公司的竞争力、加快中小企业在新业务领域的发展并促进新技术工人的培训。同时,新型工艺技术的针对性开发加上工厂和模具结构的进一步发展将不断提高生产的灵活性。
这对汽车结构中的部件而言,则意味着拥有更大的设计自由度和范围来挖掘功能集成的更多潜力。Forel平台运作的多个技术项目——Leika、Q-Pro、Thixom和FuPro,正在研究如何通过多个集成且高度自动化的注塑成型方法将金属和聚合物结合在一起。这些方法都着眼于通过制造工艺在塑料和金属之间产生高质量的结合。
纤维增强聚合物(FRP)与传统设计材料(如:金属)的结合可以显著扩大应用范围,因为它们充分利用了每种材料的特定优势。零件的生产效率和重现性可通过将装配步骤集成到制造工艺中而大大增强。
塑料+金属=轻量化设计?
由Forel平台运行并在保时捷公司领导下的Q-Pro项目专注于3D混合技术。这一项目正在研究如何通过单一工艺将金属板、纤维复合结构和LFT肋材组成复杂的三维混合部件。这一巨大的应用潜力已成功地在A柱上进行了展示(图1),通过优化混合结构的负载路径设计,其重量显著减轻。车身元件的设计方式使其能够在高达180℃的温度下承受阴极电泳涂层(CED)的热应力。
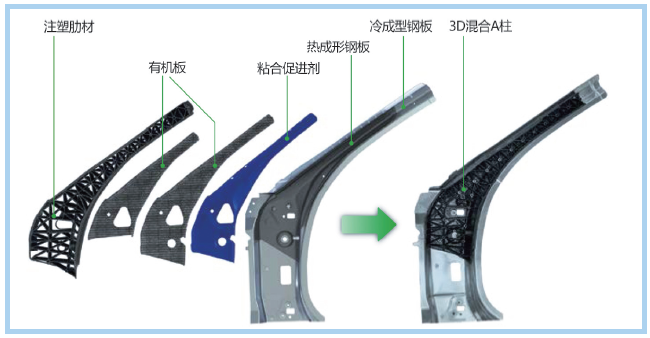
图1 金属板、纤维复合材料结构和LFT肋材通过单一工艺组成复杂的三维混合部件(来源:保时捷、ILK)
与此同时,蒂森克虏伯公司领导下的Leika项目生产了一种通用的混合式地板结构,其中央通道采用集成的注塑成型工艺(图2)。钢、镁和碳纤维增强聚合物经过混合加工之后再通过混合连接技术连接到侧面板和汽车仪表板横梁上。

图2 含克劳斯玛菲螺栓紧固单元的系统组合装置用于生产Leika底板的电池通道(来源:ILK)
另一种方法是将传统的金属加工拉深工艺混合在一起。德国多特蒙德工业大学成形技术与轻量化结构研究所(IUL)及其合作伙伴正在研究如何通过拉深和渗滤组合工艺将金属板和织物加固层共同加工成近净形状。该想法通过在浇铸聚酰胺-6的原位聚合过程中利用低粘度来辅助固结阶段之前和期间的强力成形操作,生产挑战在于如何协调注塑工艺和金属织物层压板成型工艺。
Thixom是一种新型技术,它提供了一种通过颗粒增强镁生产混合轻量结构的方法。镁的某些特性,如:刚性、热稳定性和耐磨性,可通过改性来增强。通过与热塑性材料相结合带来额外的功能化使其能够进一步提高轻量化结构程度并增加设计自由度。
混合结构需要专门的设备技术
在混合轻量化结构实现批量生产之前,行业需要确保工艺链周期时间短且自动化程度高。这是满足必需的零件数量并保持低制造成本的唯一途径。
纤维增强热塑性结构制成的部件成本通常取决于半成品的成本。用于纤维直接配混(FDC)的新型设备技术(如阿博格公司开发的技术)为其提供了解决方案。它使工人能够在注塑机上调整纤维粗纱进料,从而按需改变材料组成(图3)。该工艺处理纤维更加轻柔,有助于改善材料性能,最终实现对部件性能的自定义控制(图3)。

图3 纤维切割和进料位于注塑装置前部的FDC装置剖面图(来源:阿博格)
将颗粒或纤维增强剂加入到镁中需要复杂的设备技术和全面的工艺知识,其最大的挑战在于用镁基体完全润湿纤维并找到优化加工性能和部件最佳机械性能之间的平衡点,从而使纤维长度满足规格要求。Thixom项目开发的新设备技术为打开高性能材料进工业应用的新领域奠定了基础,并最终通过镁和聚合物的结合在轻量化结构中得到进一步应用。
创新的混合结构通常难以在传统的生产线上进行生产,因此需要在设备技术和基础设施方面追加大量新的投资。
在Leika项目中,克劳斯玛菲公司开发了一种用于螺栓紧固式注塑成型单元的新设计,由于整体高度低,它能够轻松地集成到现有的压机组合装置中。这使一直以来从事金属板加工的公司有机会扩展生产范围,无需大量投资(如:压井)即可将生产热塑性金属混合结构。
智能模具和自动化解决方案
能够承受应力和应变的轻量化承重设计不仅需要板型元件,而且需要能够传递弯曲和扭转载荷的空心结构。ElringKlinger公司通过一种利用组合模具将金属管液压成型和聚合物注塑成型融合到单一工艺步骤的技术实现了这一目标。用户可根据需求选择不同的管材(钢或铝)和聚合物(如:PA、PP、PPA、PC-ABS)组合。
用于热塑性FRP中空型材功能化的工艺已经在德国德累斯顿工业大学轻量化和复合材料学院(ILK)的许多研究项目中得到了发展。它可用于具有复杂横截面和改性纤维取向的空心结构的生产,该结构将在第二道工序中通过注塑成型功能化。通过与保时捷公司合作,ILK组以电池架为例成功地进行了演示。
FuPro项目正在进一步开发该技术方法以进行批量生产。在这一方面,一家公司已经实施了一个包含板型元件、耐扭转和弯曲的中空型材以及复杂的节点肋结构的模块化系统。在博泽集团的带领下,项目合作伙伴正在开发新型的自动化预成型、固结和功能化解决方案。因此,由混合纱线连续生产的套管在变温模具中节能(热回收)地固结在空心型材中,然后在注塑模具中与金属嵌件、纺织有机板增强剂和长纤维增强热塑性模塑料相结合。合作伙伴生产的样品证明了该技术在生产部件形状复杂的结构方面拥有巨大的潜力(图4)。
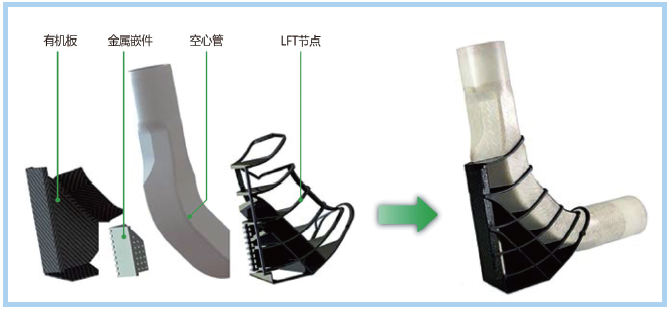
图4 单个部件的CAD图(左)和FuPro部件的成品图(来源:ILK)
除了具有批量生产能力的设备和工具概念之外,这些混合结构的生产还需要定制的自动化概念。Aumo公司和J. Schmalz公司正在开发支持自动组装的新型夹具和传送系统。它们将使混合纱线制成的柔性编织套管能够直接在卷筒上切割成固定长度,并且使多层预制件被构建并形成复杂的3D形状。其他正在开发的解决方案也在研究如何将纺织预制件自动转移到固结模具中。
正确结合聚合物和金属
利用注塑成型进行金属和纤维热塑性半成品的内在混合并确保部件之间高强度连接的目标可通过多种不同的方法来实现。Q-Pro项目正在检验和比较其中两种方法。第一种方法使用特殊的粘合促进剂和工艺兼容的粘合剂系统。在工艺参数与粘合促进剂的固化行为相匹配并确保牢固连接之前,了解反应动力学至关重要。在压缩和注塑过程中产生的高接触温度引发了粘合促进剂的固化反应。最终的结合强度和热固性部件的最终交联是利用阴极电泳涂层的高温来实现的。
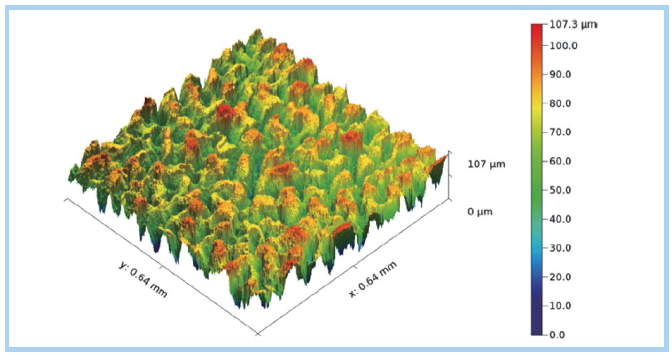
图5 金属表面的微观纹理(以假彩色显示)用于改善金属纤维复合材料的粘合性(来源:BayerischesLaserzentrum)
第二种方法利用激光在金属表面产生微观纹理,从而在注塑成型过程中内在连接金属和塑料(图5)。由BayerischesLaserzentrum公司执行的Q-Pro项目的任务之一是研究如何根据脉冲持续时间、能量和激光扫描策略创建具有高连接特性的结构,其优势在于注塑成型之后即可获得完全的结合强度而无需额外的组分或辅助材料,该工艺还可以相对较好地应用于其他材料组合。但是,缺点是预处理较大的连接表面需要很长的加工时间。因此,项目合作伙伴正在考虑将两种方法结合起来,以便在混合连接技术的帮助下弥补各自的缺点。
Plasmatreat公司在2016年的K展上展示的等离子体技术是另一替代方案。首先,清洁金属表面;然后,通过专门研制的等离子喷嘴将增粘层施加到金属上(图6)。其中的关键是匹配等离子体聚合物层和两个粘附体,从而通过后续的注塑成型产生同样具有密封功能的材料粘性。

图6 通过Plasma-SealTight喷嘴将等离子体聚合物层施加在金属板上(来源:Plasmatreat)
除了考虑满足所有要求的通用接合技术,还应匹配材料和可能的荷载类型。对复杂的混合连接质量的比较,需要使用统一的测试方法并确定不同荷载情况下的特征值。德国帕德博恩大学材料和连接技术研究所(LWF)已经设计了测试概念用于评估混合连接工艺在不同载荷类型下的混合连接。ILK混合试验样品还可用于多种制造工艺,例如:压缩成型、注塑成型和热成型,同时还能将工艺参数的相关影响考虑在内(图7)。
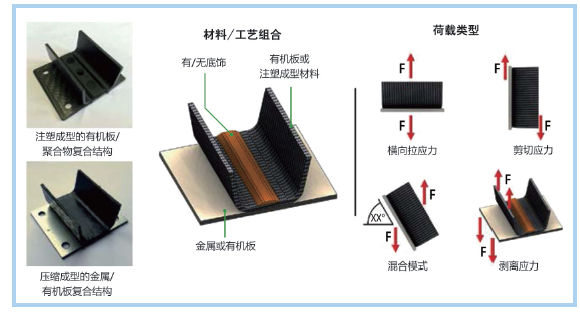
图7 ILK混合试验样品用于分析在不同荷载类型下不同材料之间的连接强度(来源:ILK)
展望
这些实例仅仅是德国大量的相关主题研究项目的一小部分。除了注重技术之外,这些项目还重视集成仿真链的开发。工艺和结构仿真之间的新接口将有助于用户进一步理解制造参数对结构性能的影响及其与工艺和零件设计的融合。这些用于材料、设备技术和模具的创新组合及其在自动化工艺链中的相互作用的方法为混合轻量化结构技术的应用打开了新的前景。解决方案的多样性证实了金属和聚合物的高效组合有望用于更多的工业领域,如电动汽车等新的应用领域。
