 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



从定义上来讲,磨削是一个很简单的切削加工过程。但实际上,不同的参数对磨削的结果都有影响。例如,表面质量、磨削发热、金属去除率或者刀具耐用度等(参见图1)。然而磨削的最终目标几乎始终如一——以最小的成本获得最佳的效果。

图1. 磨削过程的“快照”:尽管这是一个手动磨削过程,但它的动态过程和切削参数都表达的非常准确。一个重要参数的优化——本例中是砂带磨粒的优化:采用了Cubitron II 精密成型陶瓷磨粒会直接影响磨削工艺的生产效率和磨削零件的质量。
最近,开发商在磨料磨具方面的研究获得了巨大的进步——精密成型的磨粒切削速度明显高于传统的陶瓷磨粒,而且有着更长的寿命。
烧结成三角形的磨粒
在常规的陶瓷磨粒生产制造中,凝胶状的陶瓷原材料被加热到很高温度、烧结成块状固体。然后将这些块状固体陶瓷粉碎,对它们进行研磨。研磨后对不同形状的磨粒进行筛选分类,就能得到不同粒度的磨料了。磨粒的这种生产工艺技术与一种被称之为“Cubitron II”的新工艺不同。在“Cubitron II”工艺技术中,凝胶状陶瓷原材料的形状都被制成了微小的三角形,然后再进行烧结,所以生产出来的磨粒是许许多多相同的三角形磨粒,即所谓的“精密成型的晶粒磨粒”。
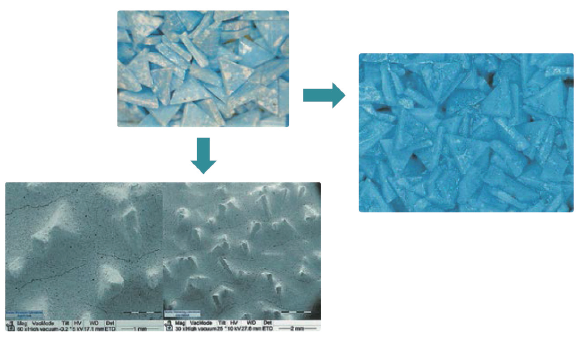
图2. 磨粒:Cubitron II 精密成型陶瓷磨粒典型的三角形形状(上图)和陶瓷粘结剂制作的砂轮(右)和砂带(底部)上的微观放大。
由于这些磨粒独特的形状(图2),因此在世界范围内没有完全适合于它的技术标准。因此磨粒的粒度也不能像其他磨粒那样通过筛分来确定其大小。在Cubitron II型磨粒中磨粒的尺寸规格通常用一个加号表示,并有经验地赋予已知的粒度系列。实践表明:由于这种磨粒很好的磨削性能通常可以使用相邻的、更加粗大级别的粒度规格。结果就是:节约了磨削步骤和机床设备调整时间,明显提高了磨削生产能力。
磨削过程更加类似于“微铣削”
“精密成型陶瓷磨粒的最大特点是其具有特定几何形状的切削刃。微小的三角形切削刃始终用其锋利的锐尖切入到被加工金属表面,在三角形切削刃移动过程中形成的切屑比常规磨粒形成的切屑要长。并且常规磨粒切屑时产生的塑性变形和弹性变形也要大得多。”创新技术的开发商和新型磨料的生产厂3M公司的磨削应用技术专家、工程师Jürgen Fromlowitz博士解释说。
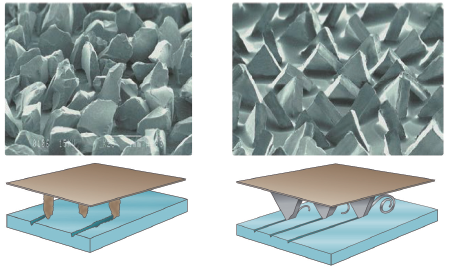
图3. 传统磨粒与Cubitron II 精密成型陶瓷磨粒的磨粒结构(上)和磨削痕迹(下)的比较。与传统磨粒不断的“犁沟”不同,精密成型陶瓷磨粒是在微观铣削。
如果说传统磨粒磨削时的切削是在“犁沟”,那么Cubitron II型磨粒磨削时的切削情况更像是“微铣削”(图3)。这样切削的结果必然是更快地磨削和更长的刀具耐用度。在磨削过程中,微小切削刃的“微碎裂”不断剥离下来,并不断的“生成”新的、有着锋利边缘的三角形切削刃。这样,根据不同的具体应用,新型磨粒可以节约磨削工时超过40%,刀具耐用度提高2至7倍。另外,设备的调整时间更短了,更换磨具的次数减少了。而更低的接触压力也意味着:操作者手动磨削时有着更高的舒适性。
磨削大齿轮时可以将单位成本减少一半
精密成型陶瓷磨粒已被证明是非常优秀的磨粒材料,它不仅适用于砂带等基材上使用,而且也适合于陶瓷粘结剂的砂轮。“在大型变速箱的齿轮磨削中,精密成型陶瓷磨粒的砂轮可以把磨削时间以及磨削加工循环比普通刚玉砂轮减少一半;在加上将砂轮的修整周期延长了50%,这就把齿轮磨削的单位成本也降低了一半。”Fromlowitz博士说道。
每一个磨削过程都会产生热量,但大多数情况下都不希望有这样的热量。因为发热会使磨削零件的表面留下烧蚀的痕迹、产生热应力,情况严重时会导致整个零件报废。在磨削过程中可以通过磨床、压紧装置或者其他的外部力量、甚至于人力施加到被磨削零件上——正是这些能量在去除被磨削零件表面的金属。然而,大多数情况下这种能量的相当大一部分被转换为损害零件和磨料的热能了。
磨削加工时零件温度的升高不仅仅取决于所使用的磨料和磨削过程的类型,而且也取决于被磨削的材料。导热性好的材料,例如铝之类的材料,磨削热对这些材料的结构不会有大的影响,因为它所受到的热量很快就散发出去了。但这类材料的软化点温度也较低,容易出现软化和塑化。
不锈钢在磨削温度过高时会改变其微观结构
导热性差的不锈钢材料则相反,它们对“热”非常敏感——在磨削过程中,磨削区域产生的磨削热不能迅速的散发出去。这就会导致不锈钢材料磨削表面褪色和微观结构发生改变,从而会改变“不锈”的性质。因此,原则上要避免不锈钢磨削时出现高温。
用不同的方法来尽可能快的散热,例如湿式磨削,或者确保不发热。还有降低发热的磨粒涂层技术,或者改进完善磨削工艺过程,减少施加的压力或者降低砂带的磨削速度。这样,虽然产生的热量较少,但却延长了磨削过程。也可以采取多级磨削的工艺技术——在各级磨削之间让零件冷却下来,当然这同样要付出时间和资金的代价。
与传统形状的磨粒相比较,本文描述的精密成型陶瓷磨粒在磨削压力相同的情况下更容易切入到被磨削零件的表面。也正是由于这一原因,它有着明显更高的磨削速度,更低的摩擦力,因此在磨削过程中产生的热量也更少。
Cubitron II精密成型磨粒的优点在于:几乎适用于所有的金属加工企业,例如一般的钢铁厂、容器制造、焊接企业、铸造厂和锻造厂。尤其是要求有较高的去除率时,粗大颗粒的优点就更加明显了。在进给速度每分钟1.3米时的厚板倒角、最大进给深度约5毫米时的去除率Qw=100mm3/mms。这意味着:生产能力几乎翻了一番。即便在手动磨削时,例如在手持砂轮机去毛刺时,其优点也是非常明显的。
较高的采购成本是合理的
“在磨削加工中,它像其他磨削材料一样最终要按照单位产品的生产成本来计算经济性。虽然Cubitron II精密成型陶瓷磨粒磨具的价格比普通磨具要贵一些,但这是值得的。更快的磨削过程、更少的磨具供货和返修次数等都明显地提高了磨削生产能力。”Fromlowitz博士在总结新型磨粒实际生产应用的经验时说道。
