 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。




传感技术的进步可以对特殊的或具有挑战性的焊缝实现精确的跟踪, 为机器人焊接创造了新的应用机会。
自动化焊接的效率是毋庸置疑的,这项技术在主机厂、一级及二级供应商处已经得到了广泛的实践验证。不过,长期以来,这项技术还面临一项挑战:那些具有不规则、不平整或难以接近的接头的工件很难实现自动化焊接。可喜的是,传感技术的进步可以让自动焊接很好地应对这些不确定因素,同时在结合具有成本竞争力的机器人焊接功能后,可以使自动化焊接应用延伸到整个金属成形加工链中。
在选择了合适的传感器套件并正确安装和调试后,机械手臂及其控制器的能力可以得到极大的提升。举例来说,在机器人焊接系统中,传感器的应用为设备提供了一种触觉和视觉能力,用于解决移动焊缝或零件在焊接中带来的挑战。之前无法实现的接头容差和焊接配置现在都可以有效达成,焊接质量和完整性也都得到了保证。
在以下自动化焊接工序中,传感器的应用成功解决了非连续式接头在焊接中带来的挑战:
● 接头边缘探测——定位焊缝边缘或焊接起始点;
● 焊缝跟踪——保持正确的焊接路径;
● 测量焊接接头的宽度或形状。
在本文中,我们将重点探讨焊缝跟踪技术。在某些情况下,焊接接头的起始点或边缘可能相对容易控制在工具或夹具之内。不过,焊缝本身会因制造工艺或焊接过程中产生的热量的影响而发生变化。通过不同的方法对焊缝实现跟踪可以解决这个问题,这为之前无法实现自动化焊接的接头和零件又提供了一个机会。
在实现焊缝跟踪方面,主要有三种方式:机器视觉、激光扫描和电弧传感器,他们在成本、复杂性和性能方面各不相同。
传统上看,机器视觉技术基本上都用于对质量有严格要求的应用中,通常还会伴随较高的安全要求。今天,低成本的解决方案越来越多,性能也不断提升。不过,每一个系统都具有各自的优点,因为这些视觉或激光技术在性能方面各不相同。
激光扫描技术可分为1D、2D、3D以及点、线、面等不同类型,通常都与CCD摄像头相结合,抓取图像后通过算法进行分析。此外,系统还会配置一个PC主机(通常与摄像头集成在一起,以节省空间),负责计算输入的数据,并提供必要的输出数据,让机器人执行任务。
为了确保机器视觉或激光解决方案的有效应用,首先需要回答以下几个问题:
● 在进行任务评估时,需要跟踪或探测的最小物体或形状是什么?
● 在评估部件或部件形状时,需要达到怎样的测量精确度,才能满足工艺的要求?
● 在进行跟踪时,视野范围需要多大,才能够抓取到关键信息?
● 识别速度和处理时间设定为多少,才能满足输出周期要求?
在选择正确的激光和摄像头组合时,还需要考虑环境因素。温度、振动、光线以及湿度都会对质量和结果的可靠性产生影响。需要注意的是,有些摄像头适合静态画面捕捉,而有些适合直线跟踪。此外,激光加工头和零件的几何形状之间的搭配也会决定装在机器人手臂末端的镜头尺寸和摄像头的布局。采用3D仿真软件对机器人和臂端工具的运动进行模拟也非常重要,在确定哪些焊缝可以探测到,以及具体摄像头和镜头配置存在哪些可能的妥协后,可以大大减少应用的风险。除了硬件方面的限制,还要确定公司是否有能力对设备进行配置,以及针对系统启动和操作需要怎样的支持。
焊缝跟踪技术推动自动化焊接应用
如果希望对焊缝进行跟踪或同时对不断变化的接头配置进行焊料填充时,机器视觉和激光技术都不是理想的跟踪方式。这就是说,要么采用电弧传感技术,可以通过自动化方式实现可重复的、高质量焊接接头,要么只能完全放弃自动化的方式。
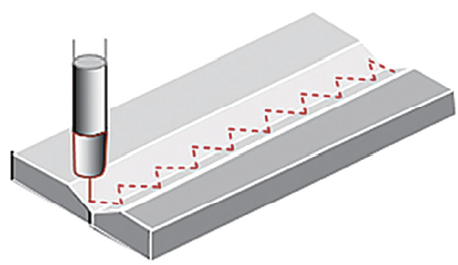
电弧传感跟踪技术通过测量电弧的阻抗来实现焊缝跟踪,如图所示,焊丝是采用迂回的方式填补在焊缝上的。受焊缝类型及其他因素的影响,焊丝填补的迂回方式可以有很多种。
电弧传感跟踪技术最近几年取得了巨大的发展,对焊缝实现快速可靠且精确的跟踪逐渐成为机器人的另一特性。在具体应用中,电弧传感技术通过检测电弧来实现对焊缝的跟踪,具体测量的对象是阻抗(对电路中的电流所起的阻碍作用),而不是简单的电压或电流。采用这种方式可以提供更多可靠的值,从而生成精确的数据。
ABB公司的WeldGuide III焊缝跟踪系统很好地说明了焊缝跟踪的工作方式。该系统选择一个焊丝填补方式来进行焊缝跟踪,填补的方式可按照时间、几何尺寸、对称结构和幅度实现自由编程。真正的跟踪是在焊丝采用迂回的方式从一端填充到另一端时通过对电弧阻抗的测量来实现的,而选择或自定义的焊丝路径数据规则决定了机器人的反馈。通过阻抗的改变来实时地调整送丝速度(电流和填充比)以及机器人手臂的移动速度。这种采用不同参数进行组合的方式大大增加了可焊接接头和材料的种类。
焊缝跟踪不需要额外的设备,对之前难以接近而无法采用附加设备进行焊缝跟踪的接头类型来说提供了一种选择。此外,从成本的角度看,电弧传感跟踪技术的资金投入仅为机器视觉或激光跟踪技术的10%左右。
高性能的电弧感应焊缝跟踪系统具有成本、性能以及尺寸等方面的综合优势。这种焊缝跟踪技术的高性价比在过去几年中已经得到了验证,新的工艺进步还在不断提升这项技术的性能,从而解决不断变化的接头配置所带来的挑战。
焊缝跟踪成功案例不胜枚举
螺旋钻头制造是通过焊接机器人实现焊缝跟踪的最佳应用案例。螺旋钻头具有非常复杂的双面螺旋叶片,因此加工起来具有非常大的挑战性。通常来说,加工原料都非常厚,很难保证每一个批次的材料都能够精确无误地折弯成一致的形状,因此常常采用简单的工具固定到位。这些都导致了公差的产生,很难一次性完成自动焊接。在这种情况下,用户通常采用对称迂回的焊料填充路径,对其中心线实现跟踪,让机器人始终处于接头的中心线上。
焊缝跟踪需要在焊接接头的开始和结束的地方定义几个关键点,采用触觉传感器来确定具体螺旋钻头的焊接起始点。一旦电弧形成后,机器人和旋转螺旋钻头的工件定位器就可以同步运转。焊缝跟踪和焊料填充路径使电弧在所有的旋转过程中沿着整个螺旋钻头始终处于焊接接头的根部。
这种方式避免了零件内部累计公差带来的影响,忽略了由热变形导致的零件移动,仅通过一个简单的程序就为所有采用相同配置的旋转钻头创建了一个一致可靠的焊接流程。
在没有焊缝跟踪的情况下,为了让机器人保持在接头根部,就需要多设定一些程度点。针对相同批次的旋转钻头来说,由于钻头之间会有细微的差别,在设定好一个钻头的程序点后,后面钻头的程度点就需要进行微调,这是一项重复性的工作,且非常耗时。
从理论上说,机器视觉和激光扫描技术也可以达到相同的效果,但是这两项技术在成本投入方面远远大于电弧传感技术,程序的复杂性也高很多,此外摄像头也太大,很难装到螺旋钻头的叶片中。
常见的搭接接头对自动焊接来说也具有一定的挑战性。现在电弧传感技术可以安全地跟踪最小达1/8英寸高度的边缘板,进一步拓展了自动焊接技术的应用,比如自动取款机机箱等金属箱体的加工。机箱的最后一步折弯通常让金属板的边缘位置不一致,对焊接来说有一定挑战性。与螺旋钻头焊接相比,在该应用中,焊接起点通过程序设定,但是只需要单边焊料填充路径,因此不需要进行双边检测,只需要跟踪电弧一侧的阻抗。最终结果是,电弧和机器人可同步沿着金属板的边缘运动。这种方式解决了许多搭接接头的挑战。
值得密切关注
以上螺旋钻头和搭接接头应用案例说明,焊缝跟踪技术的发展为自动化机器人焊接技术提供了新的应用机会,此前认为只能通过手动焊接的应用现在也可以采用自动化焊接技术。
