 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



从事研发工作的工程师们在持续不断地寻找更加高效的铣刀时,发现了新的、比传统铣削工艺更为高效的加工方式。随着高速切削(HSC)的不断发展,不仅提高了工件的表面质量,同时也缩短了加工时间。此外,这种刀具在锻模和注塑模具的精加工中也发现了它的应用。随之出现了高效切削(HPC)和大进给量切削(HFC)在粗加工平面中的应用,显著节省了时间。对于大进给量切削,由于采用较小的主偏角,从而减小了在进给方向上的切削力,这就可以采用很高的进给量,由此大幅提高了材料去除率。
目前,摆线铣削正经历着强势回归。早在十多年前,在金属加工过程中就已奠定了采用圆周进给运动的动态铣削工艺的基础。然而只有通过高效刀具和高效机床,以及合适的CAM软件进行配合,用户才能充分地利用这种铣削加工工艺的优点。
材料铣削难点迎刃而解
这种铣削工艺特别适合用于在传统的铣键槽、铣槽腔或者铣削边缘中被视为“铣削难点”的材料加工,比如高强度材料和硬化的材料以及钛材料的铣削加工。在摆线铣削工艺的应用实例中,有锻模和注塑模具中的构件特殊几何形状的部位、燃气涡轮机的叶轮槽以及航空和航天工业的整体构件的加工等。
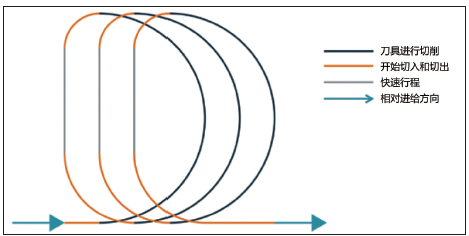
铣削轨迹:摆线铣削时的刀具动态运动轨迹(图源:LMT 集团)
德国蓝帜金属加工技术集团(LMT 工具公司)和几家著名的软件公司在CAM编程范围方面进行了紧密合作,在测试时能够证实摆线铣削工艺的诸多优点。小的切削力和其在切削刀刃长度上的均匀分布,这就允许采用较高的加工速度,由此可以大大缩短加工时间,同时还能提高刀具的使用寿命和零件的质量。由于摆线铣削时明显低的振动倾向,铣刀使工艺过程变得较为可靠,LMT公司表示这种铣削工艺能较好地适用于无人化生产。
刀具的品种可以减少,尤其在铣削槽时可减少刀具品种的使用。铣槽时则视工艺的具体情况,铣刀直径至少要小于槽宽的30%。这样,对于不同的槽宽就可以只使用一种较小直径的铣刀进行铣削。
动态铣削舍 “ 整体立铣刀具 ”其谁
为了充分利用动态铣削加工的整个优点,铣刀的背吃刀量应当为ap > 1.5 XD,其中D是刀具直径。对此,整体硬质合金立铣刀在结构上占据优势,比如LMT Fette公司的DHC铣刀。在加工中,一个较大的铣刀刀刃长度与直径的比值(L/D)有助于缩短加工时间,特别是对于加工较深的型腔更是如此。此外,利用较长的切削刀刃L,有可能以一次加工行程完成工件的加工,而不需要重新改变背吃刀量。侧吃刀量ae 也同样起到一定的作用。随着待加工的材料难度的增加,最大的侧吃刀量与铣刀直径的比值ae/D 就应该减小。在铣削铝时这个比值约为0.3;铣削钢和不锈钢时约为0.2;在加工淬硬材料时约为0.15,加工超级合金时约为0.1。侧吃刀量与铣刀直径的比值越大,由此产生的接触角越大。这个接触角一般在< 10°到> 60°的范围内,而在任何情况下都小于180°,如像在常规铣槽的情况那样(校注:常规铣槽时,其包角为180°)。由于接触角较小,除了降低了刀刃上的机械负荷外,也降低了刀刃上的热负荷,由此显著提高了刀具的使用寿命。但是,如果接触角较小,很可能导致太少的刀刃参与切削,因此,应增加切削刀齿数。然而情况并非都是这样。首先,DHC铣刀由于其螺旋形刀刃始终确保了刀刃的接触,同时还有足够的排屑空间可用于切屑输送。通常,有四个刀刃的铣刀就足够了。如果刀刃数较多,就必须减小每齿的进给量,但是,这会影响到加工时间。

铣削至切屑炽热:在极限条件下对淬硬的模具钢进行摆线铣削。( 图源:LMT 集团)
只用一把铣刀也能进行精加工和粗加工
原则上,对于摆线铣削来说,用同一把立铣刀可以进行粗加工和精加工。但是,在实际生产中,铣刀在完成粗加工之后大多数会出现磨损现象,必须使用一把新的铣刀来进行精加工。即使是采用由多个可转位刀片组成的铣刀也可分享摆线铣削的优点。可是按照其标准程序由于侧吃刀量与铣刀直径的比值往往较小,这就限制了它的应用。另外,也包括较浅的型腔。加工这类较浅的型腔,需要采用尽可能小的背吃刀量或较小的铣削行程。但是当这些槽腔或槽较深时,也可以采用在刀体周围装有多排可转位刀片的铣刀,由此,铣刀就有了较长而有效的切削刀刃,这样的铣刀特别适合于粗加工。
摆线铣削的上述优点是显而易见的,在实际应用也已经得到证实。一家机床生产厂在加工铬钼钒合金工具钢材料的圆盘时,圆盘上一个槽的尺寸为130mm×55mm×22mm,硬度为洛氏硬度58。选用了DHC Hardline 型整体硬质合金立铣刀,这种整体硬质合金立铣刀通常应用于强度达到1600N/mm2 的材料,或者硬度达到洛氏硬度60 的淬硬钢的加工。立铣刀的不等分齿和螺旋角确保了加工的极高平稳性和过程的可靠性。在上述的示例中使用的这种铣刀的直径为12mm,有四个切削刀刃,切削速度为vc=300m/min,切削深度为ap=22mm(几乎为铣刀直径的两倍)。当侧吃刀量为ae=0.5mm的情况下,最大的接触角为24°。按传统铣削工艺加工,所需时间为12分钟,而现在可以缩短至3.7分钟。这意味着省下了约70%的加工时间。
保护铣刀有妙招
对于传统铣削,铣刀在切入和切出工件时经常会出现冲击负荷,而摆线铣削则可以避免这种冲击负荷。铣刀轨迹的智能控制加上较低的侧吃刀量,使得铣刀能平稳地切入和切出工件,从而有助于提高刀具的耐用度和改善工件的加工质量。并且在整个切削过程中保持了这种平稳的加工,尤其适用于提高薄壁工件的表面质量,增加尺寸稳定性。
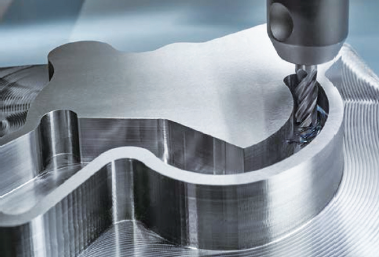
设置在整个刀具长度上的切削刀刃:利用较长的切削刀刃来加快槽腔的铣削和键槽的铣削。(图源:LMT 集团)
有一个实例,以较大的铣刀刀刃长度与直径的比值(L/D)加工出壁厚只有0.7mm的工件,这达到了它的效率极限。加工的材料为淬硬模具钢1.2842(90MnCrV8), 洛氏硬度达52。整体硬质合金立铣刀的直径为8mm,切削速度达vc=400m/min。铣刀刀刃长度与直径的比值取2.25的情况下,每齿进给量达fz=0.11mm。在这种极端的粗加工条件下,所有的热量会流向切屑,导致切屑炽热发红。这种结果令人印象深刻。建议读者可以亲自在机床一旁观察,以便从加工的过程和从铣削循环的速度中获得真实的印象。
