 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



提升发动机功率的同时降低燃料消耗和排放值往往涉及发动机的轻量化,而这通常通过涡轮增压器来实现。通过压缩助燃空气,它们确保了更佳的气缸填充效率。由于工作原理不同,涡轮增压发动机需要更多的风管,而这些风管也必须满足众多要求。连接空气滤清器和涡轮增压器的清洁进气管道必须对底盘和发动机之间的相对运动进行补偿,同时还必须承受高达约140 ℃的温度和负压。

在加压侧,增压空气通过中冷器回到进气区域,高温和内部压力作用在风管上。具体而言,涡轮增压器和中冷器(热侧)之间的管道将承受200 ℃以上温度的影响。由于传统的塑料管道无法承受高温,因此铝制风管被预装在涡轮增压器的(热)排放侧。但是,热塑性塑料的进一步发展将为塑料管道在这一领域的应用铺平道路。
塑料风管相较于铝制风管的优势
值得注意的是,耐热塑料的开发在最近几年取得了重大进展。目前,热塑性塑料也可经济地承受高达220 ℃的持续工作温度和240 ℃的峰值温度。热塑性塑料的典型连续工作温度为:
◆ 热塑性共聚酯(TPC):130 ℃
◆聚酰胺PA6+15%玻璃纤维:150 ℃
◆聚酰胺PA66+20%玻璃纤维:210 ℃
◆聚苯硫醚(PPS):220 ℃
与铝制风管相比,耐热塑料风管具有生产周期短、能耗少和重量轻的特点。为了充分开发材料的功能和成本优势,还需善加利用机器制造商的专业知识。客户不仅需要在更短的周期时间内进行优化生产,还希望使用更紧凑的机器来有效利用可用的生产空间。此外,为了抢占市场领先地位,还需要提高生产效率、降低能耗和入门级价格。
低废料吹塑成型
自1999年以来,考特斯KBS系列机器已被用于生产汽车行业的各种3D成型零件,例如:加油管以及现代内燃机中的进气管和增压空气管(图1)。3D吹塑成型是一种低废料生产方法。因为型坯被置于模腔内,材料损失仅在末端发生(标题图)。根据形状不同,该工艺可节省50%以上的材料。

图1 具有两个吹塑安装接头的PPS空气管道通过吸入式吹塑成型工艺制造而成
3D吹塑成型工艺可分为三类:
◆ 具有型坯控制功能的3D吹塑成型工艺利用夹具或机器人控制型坯来获得所需的形状(图2)。通过这一方式,复杂的管道形状和急弯均可实现,也可以生产双管道(图3)和共挤管道。该方法还可与连续挤出(多达七层共挤)和不连续挤出(储料缸式吹塑机头)工艺相结合。
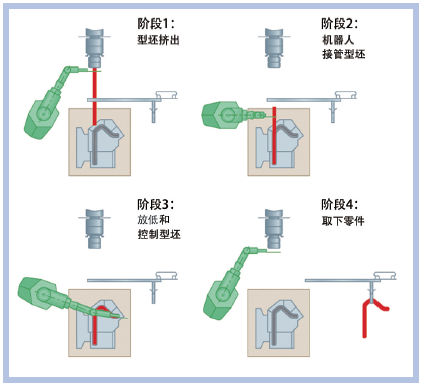
图2 具有型坯控制功能的3D吹塑成型工艺利用夹具或机器人控制型坯来获得所需的形状
◆ 分型线的位置与水平3D吹塑成型相同。通过机器人将型坯放置在水平模具中,然后在型坯通过吹针成型之前关闭。该方法的优势是可以形成急弯、椭圆形管段和大连接直径(相对于管道直径)。为了增加后续焊接到塑料管的壁厚,其中一个连接处可能会不平。此外,连接处可进行校准,内部结构也可成型。但是,过早接触模具使该方法仅适用于缓慢结晶材料,例如:HDPE和PE。如今,它主要与7层共挤出工艺相结合应用于加油管。
◆ 在吸入式吹塑成型过程中,型坯早在实际吹塑成型工艺开始之前被真空吸入封闭的模腔中,随后进行吹制。由于型坯喷射时间短,模具预接触少,该工艺甚至还适用于热塑性塑料。
吸入式吹塑成型的特性
通过吸入式吹塑成型工艺制造的3D风管和其他部件均无夹缝,并且壁厚分布均匀。该工艺最吸引人的地方在于模具早期接触少,并且比其他吹塑成型方法所需的夹紧力更小。而且,模具不太复杂,因此更加经济。模具接触少和快速吸入的特性(有时不到两秒)使其适用于加工快速结晶材料,特别是PPS等耐高温热塑性塑料。因此,吸入式吹塑成型是这些材料唯一适用的成型方法。

图3 通过具有型坯控制功能的3D吹塑成型工艺生产的双管道
由于该工艺目前几乎仅用储料缸式吹塑机头进行,管道和风管也可由热塑性塑料制成。但是,与其他两种方法相比,该方法剖面部分的自由度更受限制。
换模时间短
考特斯新型机器KSB10专为吸入式吹塑成型而设计和优化(图4)。改良的驱动技术、伺服液压系统和侧通道风机可降低能耗,从而显著减少二氧化碳排放量。无皮带驱动和BlowCommand 5控制器确保了机器操作方便高效。为了适应日益多样化的进气管道并减少批次规模,考特斯极度重视机器的快速换模功能。因此,模具和挤出模头均可在十分钟之内完成更换(图5)。此外,该机器还可配备快速换模系统。
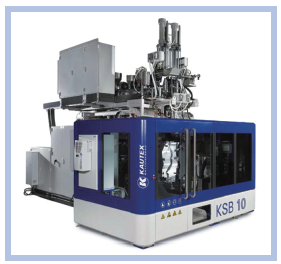
图4 新型吸入式吹塑成型机:节省空间的设计以及紧凑的挤出机平台和夹紧装置实现了更低的价格和更短的交货时间(© 考特斯)
除了KSB10,考特斯还提供通用机型KBS20 SB,尤其适用于通过吸入式吹塑成型工艺生产大型部件以及通过2D工艺生产过度挤压的工件,例如:仪表板风管。K3D SB20双工位机器则用于生产大量类似工件。
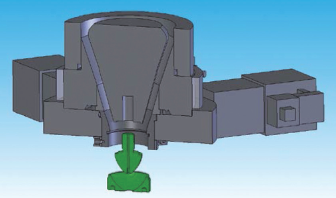
图5 快速换模:由两个部件组成的挤出模头使换模时间少于十分钟(© 考特斯)
去年,考特斯为Toray Industries提供了一台KBS20 SB挤出吹塑成型机用于研发。在该公司名古屋工厂的技术中心里,这家日本原材料生产商通过吸入式吹塑成型工艺测试了不同材料风管的制造。结果证明,PPS风管的进一步发展值得关注,因为其具有高达220 ℃的永久耐热性和高耐化学性。其目的是利用这种高性能塑料来开发更多的应用领域并证实其替代可能性。
