 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



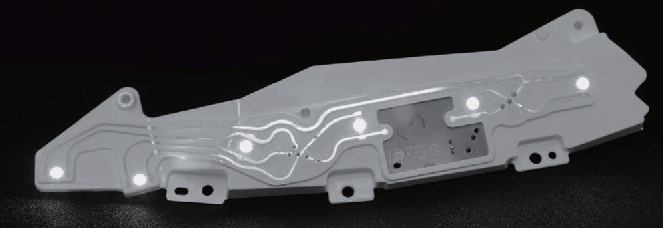
IMKS工艺汽车尾灯LED支架展示了这一应用的潜力(©欧司朗)
除了传统的冲压或弯折导电部件包覆成型工艺,以及后来的注射成型部件金属化,金属塑料复合注射成型(IMKS)代表了一种新的,在电气应用中实现金属塑料混合部件经济型生产的替代方案。由亚琛IKV开发的IMKS工艺,结合了塑料注射成型与低熔点锡合金压铸(图1)。为了实现工艺上的结合,一台标准的注塑机添加了一个特别的压铸单元,直接用法兰连接到模具,并将熔融金属传送至模腔。

图1:类似于利用转移成型技术进行多组分注射成型,采用IMKS工艺生产整体式导电轨塑料部件(©IKV)
这一工艺类似于多组分注塑成型。在第一个步骤中,先加工出带有凹槽的塑料载体,用于形成合金导电轨。然后该载体则变成了第二个成型腔,完成金属导电轨的注射成型。载体以及金属的注射成型可以同时进行。根据具体的成型技术,可以通过机械手或使用模具上的转盘转移预成型件。
IMKS在设计塑料电子组件方面拥有诸多优势。连接器、传感器、电阻和LED等电子组件均可以插入到模具中,并与金属熔体直接接触,无需后续步骤。这种工艺可以灵活设计组件上导电路径的大小、形状和位置,以适应电气方面的需求。因此,制造低压应用、照明应用上的传感器外壳和开关或动力电子设备上的电路板端子均成为可能。
电子设备应具有高水平的运行可靠性,而无论是由于超载还是由于使用寿命耗尽引起的设备故障,往往都必须付出相当高的代价。对于IMKS组件制造,这意味着因填充不足或材料老化产生的导电轨缺陷,会降低其电气性能并导致其过早失效。此外,对于承受不同电气、机械或气候负荷条件的各类应用,要求的使用寿命也不尽相同。为了生产满足各种技术、经济要求的组件,必须制定出有关IMKS电路板制造的设计准则。展开研究的目的,在于生产出理想的导电轨,不带有可能引起导电性下降的缺陷,并能在实际应用中满足耐久性和寿命的要求。
为此,研究人员对导体形状、导体截面的形状和大小等几何边界条件以及两种材料的影响均进行了调查。调查过程中有关压铸单元的工艺参数设置,如进样体积流动速率、熔体温度和模具温度等,可能会对导电轨的研发产生影响。
带集成金属导电轨的塑料载体
本研究配备了可更换嵌件的基本模具,以便适应不同形状、大小和流量的导电轨的塑料载体的生产(图2)。注射成型测试是在一台液压型德马格欧冠(Demag Ergotech) 80/420 - 310系统(制造商:住友(SHI)德马格)上进行的。金属注射则采用了Krallmann集团提供的辅助压铸单元,通过法兰侧向连接于注塑机,并由注塑机上的抽芯控制装置控制。为了避免过早氧化,融化坩埚中充入了氮气。先前的研究已经表明,导电路径的形成取决于工艺参数。因此,在填充测试中,加工单元的注射速度、模具温度和锁模力并非固定不变。
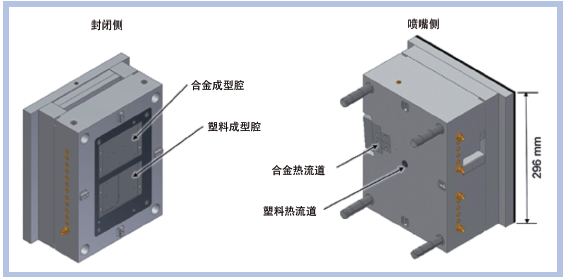
图2:模块化模具技术被用于生产具有不同几何形状导电轨的载体板(©IKV)
使用的材料如下:
◆30%(重量比)玻纤增强型聚酰胺(Durethan BKV 30 h2)
◆55%(重量比)玻纤增强型聚丁烯与聚对苯二甲酸乙二醇酯混合物(Pocan T3150 XF,制造商:朗盛)
◆锡基电子焊料(ISO-Tin Sn95Ag+,Felder GmbH Loettechnik)。
这两类塑料有着类似于合金的低热膨胀系数,粘结性能特别适合初步测试。电子焊料在217 ℃下熔化,银含量约3.8%,不仅有利于润湿特性还尽可能降低了氧化倾向。
生产的板状塑料载体体积为125 x 105 x 3 mm3。导电轨长137 mm,截面积分别为1 mm2、2.25 mm2或4 mm2的正方形,视测试点而定。为分析导电轨形态并测定缺陷,还准备了导电轨光显微图像,并利用图像处理软件ImageJ(美国国立卫生研究所)对不同截面的相对缺陷数量进行了分析。为评估其电气性能,还测定了电导率、电流负载能力以及电负荷电阻。
排气十分重要
试验证明,导电轨内的气泡是缺陷形成的主要原因(图3)。与塑料熔体形成对照的是,熔融焊料的粘度很低,在加工温度下(217 - 320 ℃)仅为4至6 mPa•s(可参照水:约1 mPa•s),并具有牛顿流体特性。注射期间,在导电槽中形成湍流(Re = 81,616注道式浇口)。凹槽内的空气被包围并被熔体封闭。如果封闭在流道末端的气体无法从正在固化的导电轨中排出,便会被困于其中。
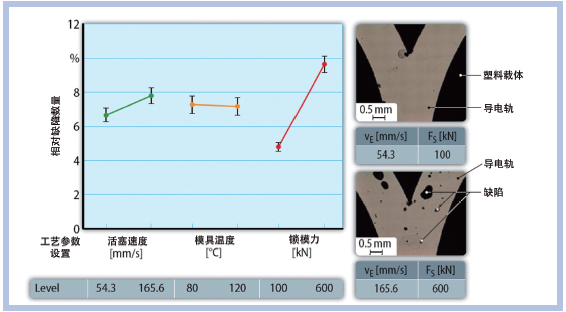
图3:压铸参数设置对于相对缺陷数量的影响:采用较低的锁模力和注射速度,可以避免产生缺陷(见右下的气泡)(©IKV)
最有效的对策是减少锁模力(图3),这样多余气体便可通过分型面排出。降低注射速度也可以减少缺陷的数量。假设在较低的流速情况下,射流的扰动减少,从而减少与空气的混杂。此外,封闭空气也会有更多的时间逸出。然而,提高模具温度,同时延长金属熔体的固化时间,对于缺陷数量似乎并无任何影响。
凭借明确的工艺参数,就有可能实现完美导电轨的重复性生产。如果要用同一模具在同一注射周期内生产出塑料载体和导电轨,可将锁模力降低到100 kN,然而,这在避免较大型组件的缺陷方面成效不大。要么必须将金属凹槽与其余部分脱离并单独封闭,要么必须特意将烧结金属衬套这类排气部件引入流道,以实现可靠的排气。
高度的耐电气性并适合于连续工作
要实现完美导电轨的生产,先决条件是确保IMKS组件在连续工作条件下保持耐电气性。为此,本研究项目还对电导率、电流负载能力以及电负荷电阻进行了测定。生产出的组件在所有截面上测出的电导率σ介于6.1与8.2×106 S/m(可参照纯锡:8.7×106 S/m)。因此,尽管添加了导电性较高的银,在加工过程中电导性仍略有下降,很可能是由于在凹槽中接触了氧气。
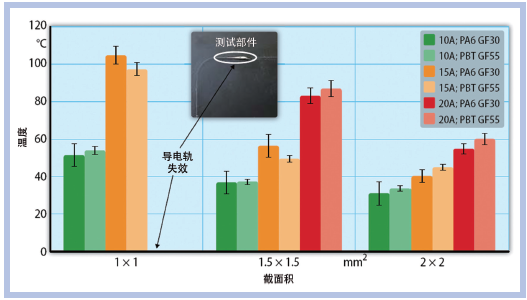
图4:不同电流强度下的温度比较:小型导电轨也可以传输强电流(©IKV)
为了测定电流负载能力,在25 ℃的环境温度下,分别将导电轨接通10、15和20A的电流,并通过温度记录法记录塑料载体上导电轨的发热情况。在温度水平达到一个稳定值后,就可以据此确定导电轨的温度(图4)。正如预期的那样,导电轨的温度会随着电流的加大而上升。尽管预计PBT+PET混合物因导热系数较高会造成其较低的最高温度,但事实上所使用的塑料载体对可能达到的温度并无明确影响。正如所料,较大的横截面能承受更高的电流而不会发生过热,而截面积为 1 mm² 时在20 A的电流强度下就会导致导电轨失效。不过,试验并未检测到在不同负荷下塑料载体的热降解。
作为初步结论,可以指出IMKS工艺电子塑料部件同样适合在连续工作条件下承受较高电流。当截面积为 2.25 mm² 和4 mm² 时,甚至可以承受VDE 0298-4/2013-06所规定的PVC绝缘铜芯电缆的最大允许额定电流(可参照:σCu=56×106 S/m)。因此,IMKS组件可适用于预计在能源技术或未来的电动车中使用的电流。除了恒定电负荷的大小,强电流交替通断所产生的电负荷的变化,也会对导电轨预期寿命产生重大影响。
为测试电负载电阻,在截面积为2.25 mm² 的导电路径上加载了40 A 的电流,导电轨被加热到T=30 K,低于塑料载体的变形温度(PA6 GF30:200 ℃,PBT+PET GF55:210 ℃)。重启循环之前,导电轨处于断电状态直至温度降到25 ℃。每个测试循环所施加的电压均被记录在案(图5)。
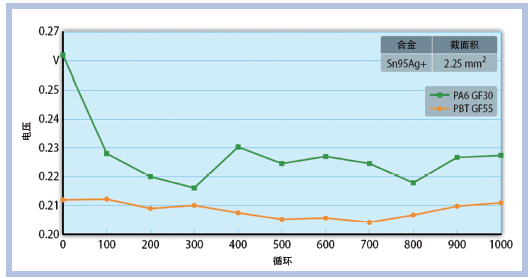
图5:超过1000次负载循环的电压测量值比较:即使经过1000次循环后仍未产生压降(©IKV)
经过五个循环的短暂稳定阶段后,PA6载体上的电压在0.237与0.211 V之间波动(波动幅度为11.6%),而PBT载体上的电压测量值在0.201至0.201 V(波动幅度为5.8%)之间。因此,PBT载体动力下降幅度较小,而传输更稳定。然而,对于两种载体可得出的结论是,超过1000次循环不会检测到电压下降,所以就电气性能而言,IMKS工艺导电轨具有较很长的使用寿命。
是否值得作出变化?
从综合评价的角度看,这种工艺尚未与其它现有工艺,如金属冲压或弯折部件的包覆成型进行经济性方面的比较。IMKS工艺整体式导电轨生产的优势之一是省去了额外的工艺步骤,例如焊接。下面将用三种几何形状部件进行静态成本比较。计算中考虑了材料成本、模具和注塑机的折旧及处理费用、所有设备的运营成本、焊接成本以及人工成本。
工艺越复杂,越体现经济性
所述三种组件的成本差异按每年10,000到355,000的数量进行评估(图6)。对于部件1中的平直IMKS工艺导电轨,与嵌件包覆成型相比较,成本优势最高约折合62,000个部件/年。对于带多个接触单元的部件(部件2),盈亏平衡点约为80,000个部件/年。这可以解释为低熔点合金的材料成本较高(约10到30欧元 /kg,视合金品种而定)(表1)。部件3的导电轨结构较为复杂,在每年355,000的数量水平上(IMKS的最大负载数量)显示出了约0.10欧元/部件的成本优势。在这种情况下,由于冲压或弯折插件浪费部分的增加,将会带来显著的成本增加。
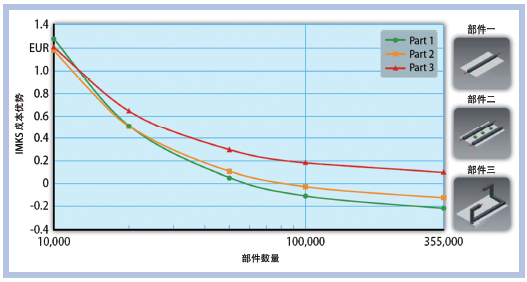
图6:静态成本比较法:对于具有复杂三维形状的导电轨,采用IMKS制造业最为经济(©IKV)
这一结果表明,IMKS工艺不仅能提供技术优势,还能在复杂导电轨应用领域带来经济优势。同样,接触单元数量大会进一步提高成本效益,因为采用低熔点合金作为接触单元不会产生额外费用。
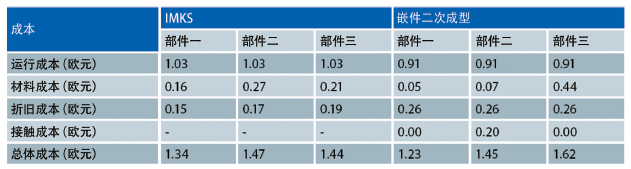
表1:100,000数量水平上的部件成本(欧元)(©IKV)
结论
在金属塑料复合注射工艺中,通过针对性的工艺参数设定,能够可重现地消除气泡等缺陷。电气性能研究表明,IMKS工艺组件能满足使用寿命和疲劳特性方面的较高要求,而且在某些情况下甚至超越这些要求。而在经济方面,当需要生产复杂三维形状导电轨,或尽可能多的附加单元可采用合金直接接触时,IMKS工艺将更能充分发挥其优势。
