 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



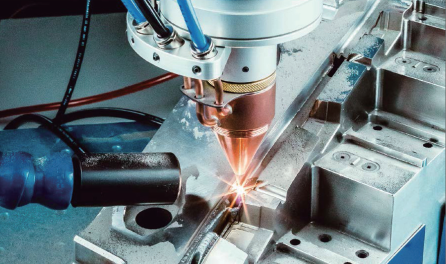
使用DMD 设备操作:通过金属粉末喷涂修复刀具模具。(图源:OR 激光公司)
在采用传统的手动激光堆焊技术时,电焊工人通常是手动将焊丝引导到加工位置进行熔化,然后将材料涂敷到工件表面。而金属粉末直接沉积技术恰恰与之相反,在这种工艺中,金属粉末以与激光光束同轴的方向喷洒在工件表面。这种操作完全自动化,只需要平均功率为300W的设备就能完成。它不仅适用于三维立体表面并且可以应用于多个领域:修正和修改模具,修理损坏的改型工具、冲压模具和压铸模具或者表面调质。
这种增材制造技术很快吸引了HWF 黑森州工具和模具公司的注意,这是一家位于法兰克福附近的埃佩尔茨豪森市的中小型公司。HWF公司有时候需要加工一些订单,其中需要使用一种传统的模具材料(1.2342——一种全世界使用最多的热作模具钢,耐磨性强),需要加工的结构尺寸为300x20x20毫米。
24小时内加工120,000立方毫米
目前为止,HWF 公司都采用手动激光堆焊,将焊丝作为助焊剂引导到加工位置后,使用激光束将辅助焊丝熔化,然后将材料涂敷到工件表面。电焊工业因此需要60到80个小时的操作时间。而现在HWF 公司使用DMD 技术,加工完成速度能够达到5000立方毫米/小时,涂层厚度可达0.25毫米。在24小时内只需要400W的激光功率就能成形120,000立方毫米的材料。并且将后续所需的铣削或者线切割后处理降至最低。

一目了然:激光设备EVO Mobile Diodeline 装备了金属粉末喷嘴,正在加工刀具模具。(图源:OR 激光公司)
OR Laser公司的Orlas Suite是一种前所未有的CAD/CAM 新环境,这是第一款,也是唯一一款能真正读取和处理所有专业文件格式,操控所有现有激光系统的工业激光应用综合软件,它能够提前将包含模具修改的CAD数据进行上传。在将结构切分成不同层面之后确定最佳的加工策略,该协调系统会测定三个特征基点并将激光参数传输到设备中。所有的准备步骤分阶段持续一小时,然后流程自动停止。
全程灵活控制
这套激光系统能够在流程运行期间灵活控制,并且能够调整流程参数适应改变的要求。 薄如说在不同的加工时段可以选择不同的功率:在刚开始,成形速度较快,可以设置相对较高的功率以及送粉流量。在流程快要结束时,可以设置成较低的功率和送粉流量来成形,确保完成最终成型的加工表面更加精确,并且尽量减少所需要的后处理。最终金属粉末与基体材料一起形成了高强度的耐磨冶金混合物,成品表面没有微孔和裂纹,加工质量高,硬度可达45至65洛氏硬度。完全取消了耗时极长的工件预热过程。在传统的手动激光堆焊中因为基体材料产生的变形影响和伴随出现的缺口裂纹的危险也被大大降低,微乎其微。使用O.R. 公司的技术后待加工工件能够在短时间内准备就绪,可供使用。同样的,由于最终形成的几何结构非常精准,后续只需要非常少量的切削加工即可,材料成本也大大降低。
金属粉末喷嘴可以作为附件增加在设备上
金属粉末喷嘴可以作为附件增加到其他机器上,并且可以安装在现有的O.R. 激光公司的AM-2.0的激光堆焊设备上。“我们非常有信心,这项技术绝对能够显著地增加中小型企业的竞争力”,OR激光部门的生产主管Markus Wolf这样说道。“通过我们创新的金属粉末喷嘴技术,能够将传统设备在几分钟内进行快速升级,成为一项用于增材制造的功能强大成本经济的新型工具。”

创新思维:HWF 公司的总经理Markus Fischer,选择了DMD 设备。(图源:HWF 公司)
HWF公司的总经理Markus Fischer满怀信心:“激光堆焊技术可以继续用于工具和模具制造领域。将它和DMD技术相结合,能够使得生产过程更加高效,并且开发了模具修正的信访室。我们已经将这项技术及其CAD/CAM软件和我们的生产流程完美结合。”
